Na indústria farmacêutica, os reatores em batelada são a escolha padrão porque oferecem uma combinação inigualável de flexibilidade, rastreabilidade e controle preciso. Isso permite que os fabricantes produzam uma ampla variedade de medicamentos complexos e de alto valor em uma única instalação, ao mesmo tempo em que aderem aos mais rigorosos padrões de qualidade e regulamentares. Cada batelada é uma unidade discreta e controlável, o que é perfeitamente adequado ao foco da indústria na qualidade em detrimento da quantidade.
O domínio dos reatores em batelada não é apenas uma questão de tradição; é um reflexo direto do cenário econômico e regulatório único da indústria farmacêutica. A necessidade de controle de qualidade absoluto, versatilidade do produto e rastreabilidade do processo torna o modelo em batelada estrategicamente superior à produção contínua para a maioria dos cenários de fabricação de medicamentos.

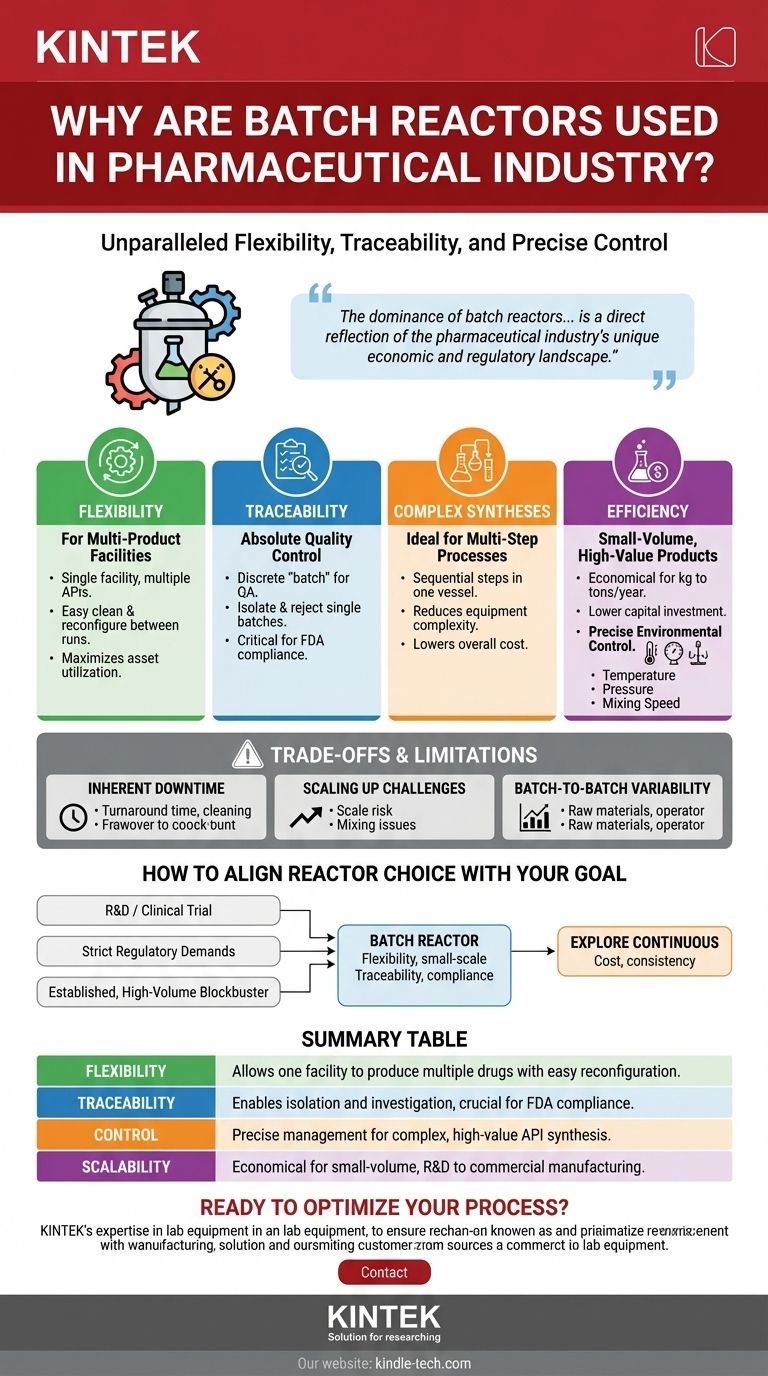
As Principais Vantagens do Processamento em Batelada na Indústria Farmacêutica
A decisão de usar reatores em batelada é impulsionada por vários fatores-chave que se alinham perfeitamente com os objetivos de desenvolvimento e fabricação de medicamentos.
Flexibilidade Inigualável para Instalações Multiproduto
As plantas farmacêuticas raramente produzem um único produto. Os reatores em batelada se destacam nesse ambiente porque podem ser completamente limpos e reconfigurados entre as corridas.
Isso permite que uma única instalação fabrique muitos diferentes Ingredientes Farmacêuticos Ativos (IFAs) sem a necessidade de linhas de produção dedicadas a um único produto, maximizando a utilização dos ativos.
Rastreabilidade Absoluta e Controle de Qualidade
A rastreabilidade é inegociável na fabricação farmacêutica. A natureza discreta de uma "batelada" fornece uma unidade clara e contida para garantia de qualidade.
Se ocorrer um desvio, a batelada inteira pode ser isolada, investigada e rejeitada sem impactar outros produtos. Essa segregação bem definida é crítica para atender aos requisitos regulatórios de agências como a FDA.
Ideal para Sínteses Complexas e Multietapas
A maioria dos medicamentos modernos é o resultado de sínteses químicas complexas e em várias etapas. Um único reator em batelada pode frequentemente ser usado para realizar várias etapas sequenciais.
Por exemplo, o mesmo vaso pode ser usado para uma reação, uma mudança de temperatura, a adição de um novo reagente para uma reação subsequente e, finalmente, as etapas iniciais de isolamento do produto. Isso reduz a complexidade e o custo do equipamento.
Eficiente para Produtos de Pequeno Volume e Alto Valor
Ao contrário dos produtos químicos básicos produzidos em grandes quantidades, muitos medicamentos são fabricados em volumes relativamente pequenos, de quilogramas a algumas toneladas métricas por ano.
O investimento de capital para um sistema em batelada é frequentemente mais econômico nessa escala em comparação com uma planta de processamento contínuo, que requer um custo inicial significativo e é otimizada para alta produção constante.
Controle Ambiental Preciso
Alcançar a pureza e o rendimento desejados do produto requer controle preciso sobre o ambiente de reação. Os reatores em batelada são projetados para esse nível de precisão.
Os operadores podem gerenciar meticulosamente parâmetros críticos como temperatura, pressão e velocidade de mistura durante todo o ciclo de reação. Conforme observado em estudos de processo, a manipulação da pressão pode acelerar a cinética da reação e dar aos químicos um controle preciso sobre a formação de moléculas complexas.
Compreendendo as Vantagens e Limitações
Embora dominante, o modelo em batelada não está isento de desafios. Compreender essas vantagens e desvantagens é crucial para uma gestão eficaz do processo.
Tempo de Inatividade Inerente Entre Bateladas
A principal desvantagem do processamento em batelada é o tempo improdutivo entre os ciclos. Isso inclui o tempo gasto na descarga do produto, limpeza do reator e preparação para a próxima corrida.
Esse "tempo de resposta" representa uma parte significativa do tempo operacional total e limita a vazão máxima da instalação.
Desafios com a Ampliação (Scale-Up)
Um processo que funciona perfeitamente em um reator de laboratório de 1 litro pode se comportar de forma diferente em um vaso de produção de 5.000 litros.
Problemas como mistura ineficiente ou transferência de calor inadequada tornam-se mais pronunciados em escalas maiores. Esse risco de "ampliação" requer extensa engenharia de processo e validação para garantir consistência e segurança.
Variabilidade Entre Bateladas
Embora um objetivo chave seja a consistência perfeita, pequenas variações entre as bateladas podem e ocorrem. Isso pode ser causado por pequenas diferenças na qualidade da matéria-prima, ações do operador ou desempenho do equipamento.
Gerenciar e minimizar essa variabilidade entre bateladas é um foco principal da tecnologia analítica de processo (PAT) e do controle estatístico de processo (SPC) na indústria farmacêutica.
Como Alinhar a Escolha do Reator com Seu Objetivo
A abordagem correta depende inteiramente da sua posição específica no ciclo de vida do produto e dos seus principais objetivos de negócios.
- Se o seu foco principal é P&D ou fabricação para ensaios clínicos: O reator em batelada é sua escolha inequívoca por sua flexibilidade e adequação para sínteses exploratórias em pequena escala.
- Se o seu foco principal é atender a rigorosas demandas regulatórias: A rastreabilidade inerente do modelo em batelada oferece o caminho mais direto para conformidade e garantia de qualidade.
- Se o seu foco principal é produzir um medicamento de sucesso estabelecido e de alto volume: Embora o processamento em batelada ainda seja a norma, esta é a área onde explorar a fabricação contínua pode oferecer benefícios de custo e consistência a longo prazo.
Em última análise, o reator em batelada continua sendo a pedra angular da fabricação farmacêutica porque fornece uma estrutura confiável e adaptável para equilibrar as demandas concorrentes de química, regulamentação e economia.
Tabela Resumo:
| Vantagem Chave | Por que é Importante na Indústria Farmacêutica |
|---|---|
| Flexibilidade | Permite que uma instalação produza múltiplos medicamentos com fácil reconfiguração entre as bateladas. |
| Rastreabilidade | Permite o isolamento e a investigação de qualquer batelada individual, crucial para a FDA e conformidade regulatória. |
| Controle | Gerenciamento preciso de temperatura, pressão e mistura para síntese de IFA complexos e de alto valor. |
| Escalabilidade | Mais econômico para produção de pequeno volume, desde P&D até fabricação em escala comercial. |
Pronto para Otimizar Seu Processo de Fabricação Farmacêutica?
Escolher o reator certo é fundamental para o seu sucesso. A KINTEK é especializada em equipamentos e consumíveis de laboratório de alta qualidade, atendendo às necessidades precisas de laboratórios farmacêuticos. Seja para ampliar um novo IFA ou para equipamentos confiáveis para P&D, nossa experiência pode ajudá-lo a alcançar controle, rastreabilidade e eficiência superiores.
Entre em contato com nossos especialistas hoje para discutir como nossas soluções podem apoiar seus objetivos de desenvolvimento e fabricação de medicamentos.
Guia Visual
Produtos relacionados
- Reatores de Laboratório Personalizáveis de Alta Temperatura e Alta Pressão para Diversas Aplicações Científicas
- Reator Autoclavado de Alta Pressão em Aço Inoxidável Reator de Pressão Laboratorial
- Mini Reator Autoclave de Alta Pressão em Aço Inoxidável para Uso em Laboratório
- Reator Autoclave de Laboratório de Alta Pressão para Síntese Hidrotermal
- Reatores de Alta Pressão Personalizáveis para Aplicações Científicas e Industriais Avançadas
As pessoas também perguntam
- Por que um reator de alta precisão e alta temperatura é crucial para a síntese de pontos quânticos? Garanta o Desempenho Máximo
- Como a pressão inicial de oxigênio afeta a oxidação úmida de lodo farmacêutico? Domine a Profundidade da Sua Oxidação
- Por que a pirólise é cara? Desvendando os Altos Custos da Conversão Avançada de Resíduos
- Quais condições experimentais são fornecidas por um reator HTHP para tubos enrolados? Otimizar a simulação de corrosão no fundo do poço
- Qual é o papel de um reator de alta temperatura e alta pressão na síntese de CuO? Alcance o Controle Preciso de Nanostruturas














