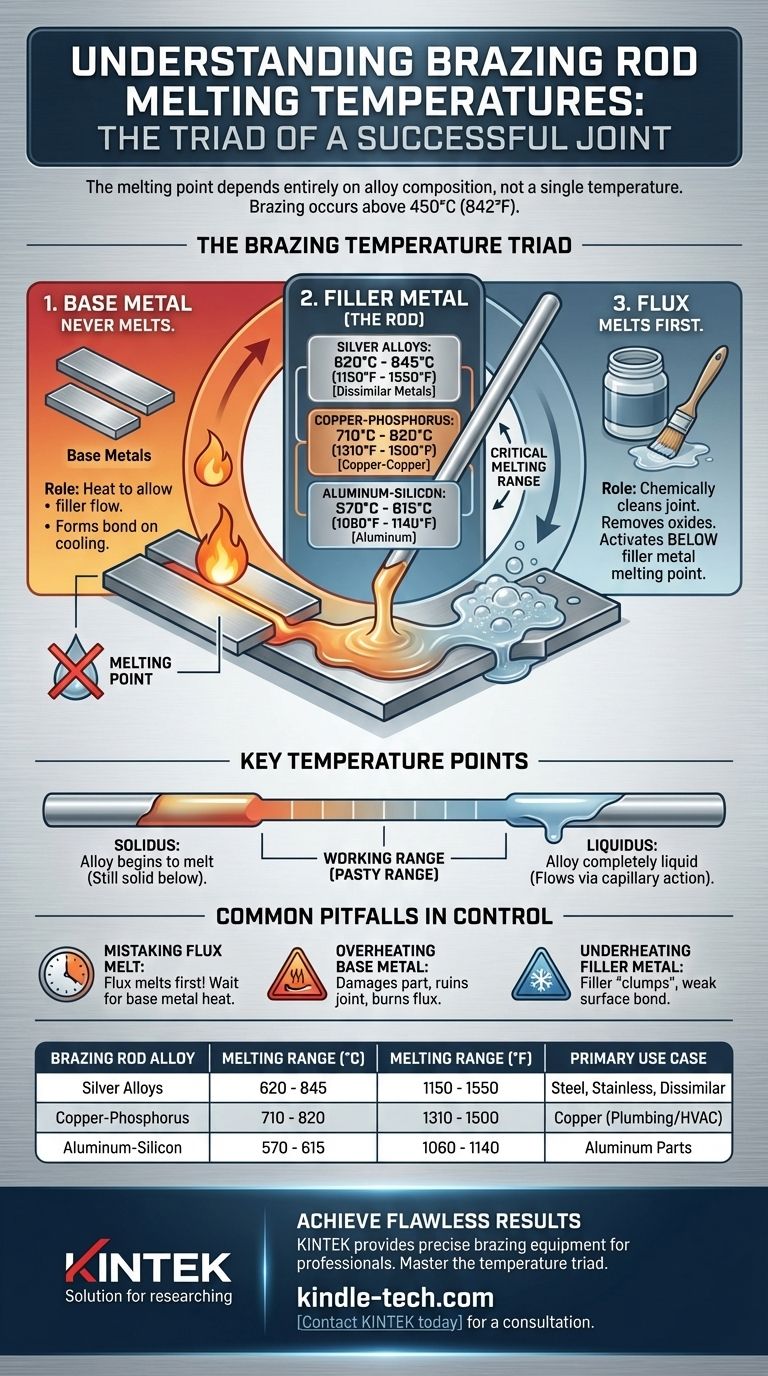
O ponto de fusão de uma vareta de brasagem depende inteiramente da sua composição específica da liga. Por definição, o processo de brasagem utiliza um metal de enchimento que derrete acima de 450°C (842°F), mas abaixo do ponto de fusão dos metais de base que estão sendo unidos. Portanto, não há uma única temperatura; uma vareta à base de prata derreterá a uma temperatura diferente de uma vareta de cobre-fósforo ou alumínio-silício.
O princípio central da brasagem é uma hierarquia de temperatura controlada: o fluxo (ou fundente) deve derreter primeiro para limpar a junta, seguido pelo metal de enchimento (vareta), tudo isso enquanto se mantém os metais de base sólidos. Uma brasagem bem-sucedida depende da compreensão dessa sequência, e não apenas de um único ponto de fusão.

A Tríade de Temperatura da Brasagem
Uma junta de brasagem forte é criada pela interação de três elementos chave, cada um com um papel distinto relacionado à temperatura. O processo é uma sequência, não um evento único.
O Papel do Metal de Base
Os metais de base são as peças que você pretende unir. Na brasagem, os metais de base nunca devem atingir seu ponto de fusão.
O papel deles é aquecer o suficiente para permitir que o metal de enchimento fundido flua para dentro da junta por ação capilar, formando uma forte ligação metalúrgica ao resfriar.
O Metal de Enchimento (A Vareta de Brasagem)
Esta é a vareta de brasagem em si. Sua faixa de fusão é o fator mais crítico e varia amplamente por tipo.
- Ligas de Prata: Uma escolha comum para unir metais dissimilares como aço e cobre. As faixas de fusão são tipicamente entre 620°C e 845°C (1150°F e 1550°F).
- Ligas de Cobre-Fósforo: Frequentemente usadas para unir cobre com cobre sem fluxo. Elas derretem na faixa de 710°C a 820°C (1310°F a 1500°F).
- Ligas de Alumínio-Silício: Especificamente para a brasagem de alumínio. Estas derretem em uma faixa mais baixa, em torno de 570°C a 615°C (1060°F a 1140°F), que é um pouco abaixo do ponto de fusão do alumínio.
A Função do Fluxo (Fundente)
O fluxo é um agente de limpeza químico. Sua função é remover óxidos da superfície dos metais de base para que o enchimento possa aderir corretamente.
Crucialmente, o fluxo é projetado para derreter e se tornar ativo a uma temperatura abaixo do ponto de fusão do metal de enchimento. A temperatura que você citou, 565-572°C (1049-1062°F), é uma faixa de fusão típica para um fluxo de brasagem, e não para a vareta de brasagem em si.
Pontos de Temperatura Chave para Entender
Quando você olha uma ficha técnica para uma vareta de brasagem, verá duas temperaturas listadas. Entender ambas é essencial para a técnica correta.
A Temperatura 'Solidus'
Esta é a temperatura na qual a liga começa a derreter pela primeira vez. Abaixo deste ponto, o metal de enchimento está completamente sólido.
A Temperatura 'Liquidus'
Esta é a temperatura na qual a liga se torna completamente líquida. O fluxo adequado para dentro da junta por ação capilar só ocorrerá nesta temperatura ou acima dela.
Por Que a Faixa de Trabalho é Importante
A diferença de temperatura entre o solidus e o liquidus é a "faixa de trabalho" ou "faixa pastosa" da liga. Ligas com uma pequena diferença fazem a transição rapidamente de sólido para líquido, o que é ideal para juntas de encaixe justo. Uma diferença maior permite mais tempo para trabalhar o enchimento em uma junta maior antes que ele se solidifique completamente.
Armadilhas Comuns no Controle de Temperatura
Atingir a temperatura correta é o desafio mais comum na brasagem. O entendimento incorreto do processo leva a juntas falhas.
Confundir a Fusão do Fluxo com a Temperatura de Brasagem
O erro mais frequente é ver o fluxo derreter e borbulhar, e então aplicar imediatamente a vareta de brasagem. Os metais de base ainda não estão quentes o suficiente para o enchimento fluir corretamente. A fusão do fluxo é simplesmente o seu indicador de que a junta está se aproximando da temperatura de brasagem correta.
Superaquecimento do Metal de Base
Aplicar calor demais por muito tempo pode danificar ou distorcer os metais de base. Em casos extremos, você pode derreter a peça de trabalho, o que arruína a junta e a peça. Também pode queimar o fluxo, deixando a junta desprotegida contra a oxidação.
Subaquecimento do Metal de Enchimento
Se os metais de base não estiverem quentes o suficiente quando você introduzir a vareta, o enchimento irá "agrupar" e falhará em fluir para dentro da junta. Isso resulta em uma ligação fraca e não confiável que fica na superfície em vez de penetrar no vão.
Combinando Sua Vareta com Seu Objetivo
A vareta e a temperatura corretas são ditadas pelos materiais que você está unindo.
- Se seu foco principal for unir tubos de cobre para encanamento ou HVAC: Use uma vareta de cobre-fósforo. Estas são econômicas e auto-fluxantes em cobre, simplificando o processo.
- Se seu foco principal for unir aço, aço inoxidável ou metais dissimilares: Uma liga de brasagem à base de prata é a escolha mais versátil e confiável devido à sua resistência e ponto de fusão mais baixo.
- Se seu foco principal for unir peças de alumínio: Você deve usar uma liga de enchimento especializada de alumínio-silício e seu fluxo correspondente, pois a janela de temperatura é muito estreita.
Em última análise, uma brasagem bem-sucedida é alcançada aquecendo-se uniformemente o metal de base, permitindo que o calor do trabalho — e não da chama — derreta a vareta de enchimento.
Tabela de Resumo:
| Liga da Vareta de Brasagem | Faixa de Fusão Comum (°C) | Faixa de Fusão Comum (°F) | Caso de Uso Principal |
|---|---|---|---|
| Ligas de Prata | 620°C - 845°C | 1150°F - 1550°F | União de aço, aço inoxidável, metais dissimilares |
| Ligas de Cobre-Fósforo | 710°C - 820°C | 1310°F - 1500°F | União de cobre com cobre (comum em encanamento/HVAC) |
| Ligas de Alumínio-Silício | 570°C - 615°C | 1060°F - 1140°F | União de peças de alumínio |
Alcance Resultados de Brasagem Impecáveis com o Equipamento Certo
Compreender os pontos de fusão precisos de suas varetas de brasagem é apenas metade da batalha. Juntas consistentes e de alta qualidade exigem equipamentos de aquecimento confiáveis e precisos.
A KINTEK é especializada em equipamentos de laboratório e oficina, incluindo maçaricos de brasagem e sistemas de controle de temperatura projetados para profissionais que exigem precisão. Fornecemos as ferramentas necessárias para dominar a tríade de temperatura — garantindo que seu fluxo, metal de enchimento e metais de base interajam perfeitamente para obter ligações fortes e duráveis todas as vezes.
Deixe-nos ajudar você a elevar seu processo de brasagem. Quer você esteja trabalhando em HVAC, encanamento ou fabricação especializada de metais, nossa experiência garante que você tenha o equipamento certo para suas ligas e aplicações específicas.
Entre em contato com a KINTEL hoje mesmo para uma consulta sobre as soluções de brasagem ideais para sua oficina ou necessidades de laboratório.
Guia Visual
Produtos relacionados
- Suportes Personalizados de PTFE para Laboratório e Processamento de Semicondutores
- Molde de Prensa de Calor Especial para Uso em Laboratório
- Fabricante Personalizado de Peças de PTFE Teflon para Pinças de PTFE
- Placas Cerâmicas de Alumina Zircônia Feitas Sob Medida para Engenharia de Processamento Avançado de Cerâmicas Finas
- Separador de Polietileno para Bateria de Lítio
As pessoas também perguntam
- Como o suporte de eletrodo de PTFE e seus componentes devem ser limpos após o uso? Um Guia Passo a Passo para Prevenir a Contaminação
- Como um cesto de limpeza de PTFE deve ser armazenado quando não estiver em uso? Maximize a Vida Útil e Previna a Contaminação
- Qual é a maneira correta de colocar itens em uma cesta de limpeza de PTFE? Domine a Arte da Limpeza Perfeita e Repetível
- Quais são as limitações de temperatura e pressão para o uso do porta-amostras? Guia Essencial para Segurança Laboratorial
- Quais são os requisitos de armazenamento para o suporte de eletrodo de PTFE após a limpeza? Preserve a Pureza e a Longevidade do Equipamento