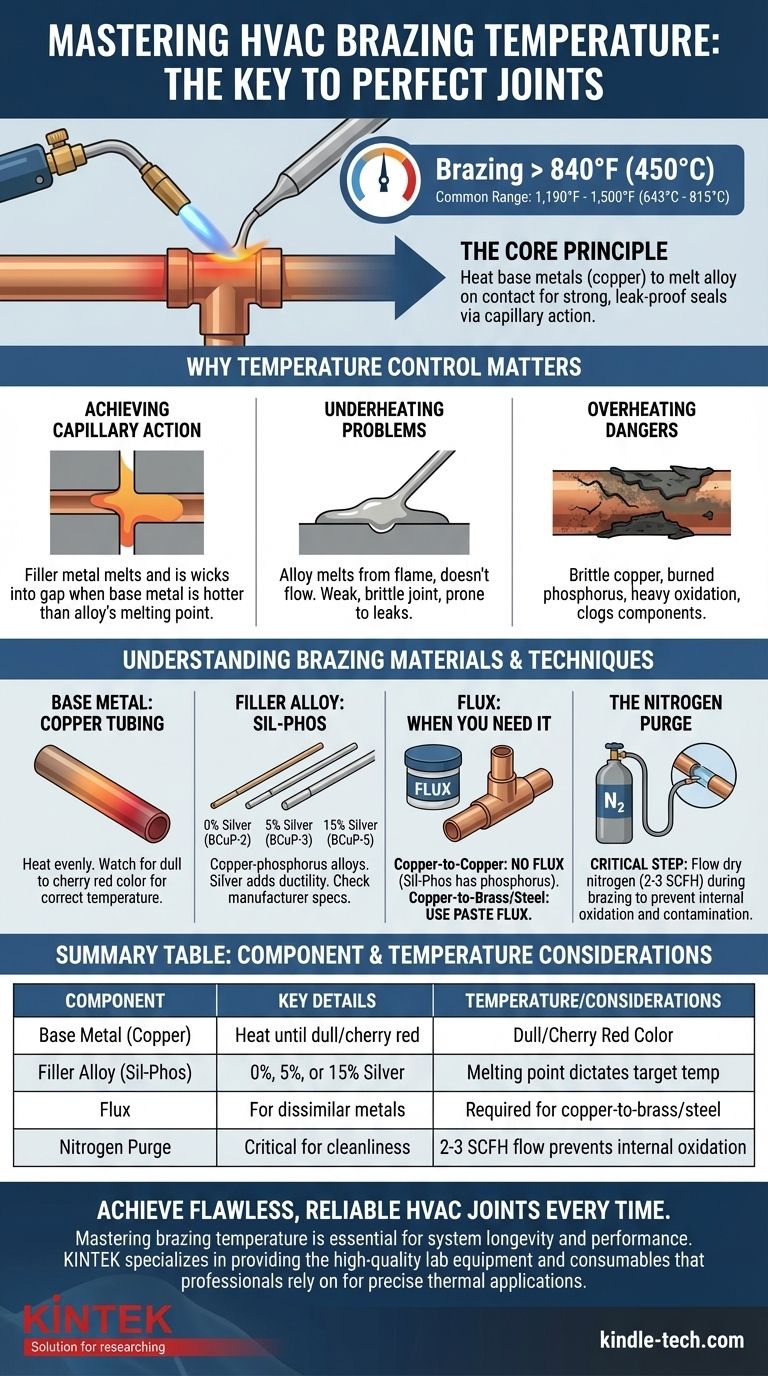
Em HVAC, a brasagem é realizada a temperaturas acima de 840°F (450°C), mas a temperatura alvo precisa é ditada pela liga de metal de adição específica que está sendo usada. Para as ligas comuns de cobre e sil-phos em sistemas de refrigeração, isso geralmente se enquadra em uma faixa de trabalho de 1.190°F a 1.500°F (643°C a 815°C).
O princípio central da brasagem não é a temperatura da chama do seu maçarico, mas sim aquecer os metais base (o tubo de cobre) até que estejam quentes o suficiente para derreter a liga de brasagem ao contato. Isso garante que o metal de adição seja puxado profundamente para dentro da junta por ação capilar, criando uma vedação forte, permanente e à prova de vazamento.

Por Que o Controle de Temperatura é a Chave para uma Junta Perfeita
Uma brasagem bem-sucedida é uma questão de física, não de força. A temperatura do tubo de cobre controla diretamente como o metal de adição se comporta. Acertar isso é inegociável para a confiabilidade a longo prazo de um sistema HVAC.
Atingindo a Ação Capilar Adequada
A ação capilar é o fenômeno pelo qual um líquido flui para um espaço estreito sem assistência, muitas vezes contra a gravidade. Para que a brasagem funcione, o metal de adição deve derreter e ser puxado para o espaço apertado entre o tubo e a conexão.
Isso só acontece quando o metal base está na temperatura correta—mais quente que o ponto de fusão da liga de adição. O cobre aquecido essencialmente "absorve" a liga fundida para dentro da junta, criando uma ligação completa e uniforme.
O Problema do Subaquecimento
Se o metal base não estiver quente o suficiente, a vareta de brasagem derreterá pelo contato direto com a chama do maçarico, mas não fluirá adequadamente para dentro da junta.
Isso resulta em uma ligação ruim onde a liga simplesmente fica na superfície. A junta será fraca, quebradiça e quase certamente vazará sob as altas pressões de um sistema de refrigeração.
Os Perigos do Superaquecimento
O calor excessivo é tão prejudicial quanto o calor insuficiente. O superaquecimento do cobre pode fazer com que ele se torne quebradiço e pode queimar o fósforo na liga de adição, que é essencial para o seu fluxo.
Mais importante, ele cria uma oxidação pesada (uma crosta preta e escamosa) tanto na parte interna quanto na externa do tubo. Essa oxidação impede que o metal de adição se ligue ao cobre e pode se soltar dentro do sistema, obstruindo componentes críticos como dispositivos de medição e peças do compressor.
Entendendo Seus Materiais de Brasagem
A temperatura que você almeja é uma função direta dos materiais que você está unindo. Cada componente desempenha um papel específico no processo.
O Metal Base: Tubulação de Cobre
Em HVAC, o principal metal base é o cobre. Seu objetivo é aquecer o tubo e a conexão uniformemente. A chave é observar a cor do cobre; uma cor vermelha escura a cereja indica que você está se aproximando da faixa de temperatura de brasagem correta.
A Liga de Adição: Sil-Phos
Os metais de adição mais comuns para HVAC são as ligas de cobre-fósforo, frequentemente chamadas de sil-phos ou vendidas sob nomes de marca como Sil-Fos. A porcentagem de prata na liga afeta suas propriedades:
- 0% Prata (BCuP-2): Uma escolha econômica para juntas de cobre com cobre. Tem um ponto de fusão ligeiramente mais alto e é mais quebradiço do que as ligas com prata.
- 5% ou 15% Prata (BCuP-3, BCuP-5): Adicionar prata diminui o ponto de fusão e aumenta a ductilidade da liga, tornando-a mais resistente à vibração. Isso é frequentemente preferido para juntas próximas ao compressor.
Sempre verifique as especificações do fabricante para a temperatura de trabalho recomendada para sua vareta de brasagem específica.
O Fluxo: Quando Você Precisa Dele (e Quando Não Precisa)
O fluxo é um agente de limpeza químico que previne a oxidação e promove o fluxo do metal de adição.
- Para Cobre com Cobre: Você não precisa de fluxo ao usar uma liga de fosfeto de cobre (sil-phos). O fósforo na vareta atua como o agente de fluxo.
- Para Cobre com Latão ou Aço: Você deve usar um fluxo em pasta separado. O fósforo na vareta não é suficiente para limpar metais dissimilares como o latão em uma válvula de serviço.
A Etapa Mais Ignorada: A Purga com Nitrogênio
Enquanto aquece a parte externa do tubo, você deve controlar o ambiente na parte interna. Não fazer isso é um dos erros mais comuns e caros no trabalho de HVAC.
Por Que a Oxidação Interna é Seu Inimigo
À medida que você aquece o cobre, o oxigênio dentro do tubo forma rapidamente aquela crosta preta e escamosa de óxido de cobre. Essa crosta não permanece no lugar. Com o tempo, ela se solta e circula com o refrigerante e o óleo.
Essa contaminação pode obstruir os orifícios finos de uma válvula de expansão termostática (TXV), riscar os mancais do compressor e levar à falha prematura do sistema.
A Solução: Uma Purga de Baixa Pressão
A solução é purificar as linhas com nitrogênio seco enquanto você realiza a brasagem. Ao fluir um volume muito baixo de nitrogênio (2-3 SCFH) através do tubo, você desloca todo o oxigênio.
Isso impede que qualquer oxidação se forme na superfície interna do tubo, garantindo que o sistema permaneça perfeitamente limpo. Esta não é uma etapa opcional; é uma marca de instalação e reparo profissional e confiável.
Fazendo a Escolha Certa para o Seu Sistema
Sua abordagem à brasagem deve ser deliberada, com uma compreensão clara dos materiais e do resultado desejado.
- Se seu foco principal for uma junta padrão de cobre com cobre: Use uma liga sil-phos e aqueça a junta até que atinja uma cor vermelha cereja antes de introduzir a vareta.
- Se seu foco principal for unir cobre a uma válvula de latão: Aplique uma camada fina de fluxo em pasta branca em ambas as peças antes de aquecer e use uma liga de brasagem com prata para uma ligação superior.
- Se seu foco principal for a longevidade e confiabilidade do sistema: Sempre, sem exceção, use uma purga de nitrogênio de baixo fluxo para prevenir contaminação interna durante cada brasagem.
Em última análise, dominar a temperatura de brasagem é entender como fazer os materiais trabalharem a seu favor para criar conexões limpas, fortes e permanentes.
Tabela Resumo:
| Componente de Brasagem | Detalhes Principais | Temperatura/Considerações |
|---|---|---|
| Metal Base | Tubulação de Cobre | Aqueça até que apareça a cor vermelha escura/cereja. |
| Liga de Adição (Sil-Phos) | 0%, 5% ou 15% de Prata | O ponto de fusão dita a temperatura alvo. |
| Fluxo | Para metais dissimilares (ex: latão) | Necessário para juntas de cobre com latão/aço. |
| Purga com Nitrogênio | Crítico para a limpeza | Fluxo de 2-3 SCFH previne a oxidação interna. |
Obtenha juntas HVAC impecáveis e confiáveis todas as vezes.
Dominar a temperatura de brasagem é essencial para a longevidade e o desempenho do sistema. A KINTEK é especializada em fornecer os equipamentos de laboratório e consumíveis de alta qualidade nos quais os profissionais confiam para aplicações térmicas precisas.
Deixe-nos ajudá-lo a garantir que cada conexão seja perfeita. Entre em contato com nossos especialistas hoje mesmo através do nosso Formulário de Contato para discutir suas necessidades específicas e como nossas soluções podem apoiar seu trabalho.
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Prensa Térmica Hidráulica Elétrica a Vácuo para Laboratório
- Circulador de Água de Aquecimento e Resfriamento de 20L para Reação de Temperatura Constante de Alta e Baixa Temperatura
- Circulador de Refrigeração e Aquecimento de 5L para Banho de Água de Refrigeração para Reação de Temperatura Constante Alta e Baixa
- Forno Horizontal de Grafitação a Vácuo de Alta Temperatura de Grafite
As pessoas também perguntam
- O que é um forno de tratamento térmico a vácuo? O Guia Definitivo para Processamento em Atmosfera Controlada
- O que é um forno de tratamento térmico a vácuo? Alcance Pureza e Controle Inigualáveis
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- Como se brasa um forno? Um Guia para a União de Metais de Alto Volume e Precisão













