Em essência, a prensagem isostática é um processo de metalurgia do pó que compacta pós em uma massa sólida usando pressão uniforme de todas as direções. Um molde flexível e selado preenchido com pó é submerso em um fluido dentro de um vaso de pressão. À medida que o fluido é pressurizado, ele aplica força igual a cada superfície do molde, criando uma peça compactada altamente uniforme e densa.
A vantagem crítica da prensagem isostática é o uso de pressão hidrostática, que elimina as variações de densidade e tensões internas comuns na prensagem tradicional de eixo único, permitindo a criação de formas complexas com integridade material superior.

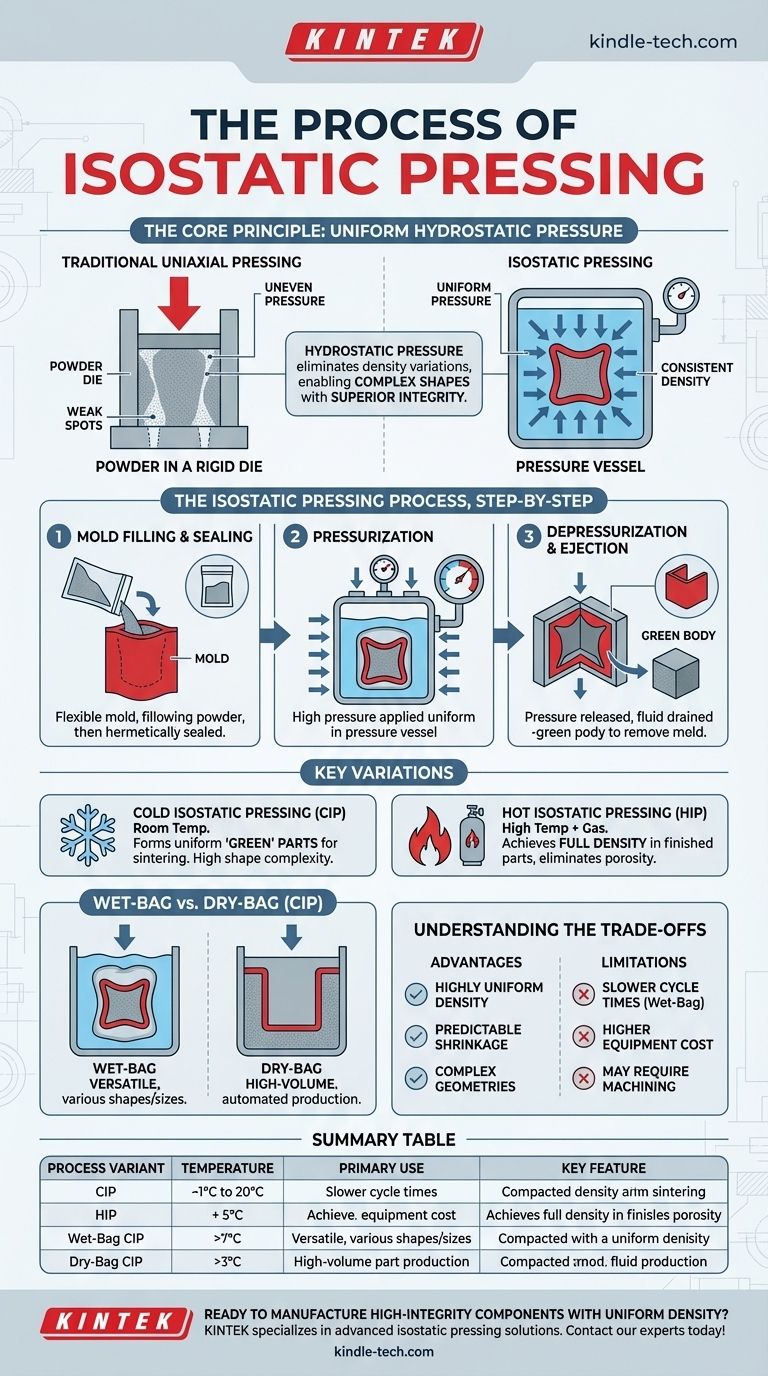
O Princípio Central: Pressão Hidrostática Uniforme
A compactação tradicional de pó, conhecida como prensagem uniaxial, é como espremer algo em uma morsa. A pressão vem de apenas uma ou duas direções, o que pode levar a densidade irregular e pontos fracos. A prensagem isostática resolve este problema fundamental.
Por que a Pressão Uniforme Importa
Ao aplicar pressão igualmente de todos os lados, o processo garante que as partículas de pó sejam compactadas com extrema uniformidade. Isso minimiza vazios internos, reduz o risco de rachaduras e resulta em um componente final com propriedades mecânicas consistentes e previsíveis em toda a sua estrutura.
O Papel do Molde Flexível
O pó é primeiramente carregado em um molde flexível e deformável feito de materiais como borracha, uretano ou plástico. Este molde atua como uma barreira para o fluido pressurizador, mas transmite perfeitamente a pressão hidrostática para o pó dentro. A flexibilidade do molde permite que o pó seja compactado em sua forma final sem as restrições de uma matriz rígida.
O Processo de Prensagem Isostática, Passo a Passo
Embora existam variações, o processo fundamental segue uma sequência clara de operações projetadas para máxima uniformidade.
Passo 1: Preenchimento e Vedação do Molde
O processo começa carregando cuidadosamente o pó bruto no molde flexível. O molde é então selado hermeticamente para evitar qualquer contaminação do fluido pressurizador.
Passo 2: Pressurização
O molde selado é colocado dentro de um vaso de alta pressão. O vaso é então preenchido com um fluido — tipicamente um líquido para prensagem a frio ou um gás inerte para prensagem a quente. Este fluido é pressurizado, aplicando uma pressão imensa e uniforme em toda a parte externa do molde.
Passo 3: Despressurização e Ejeção
Após um tempo definido, a pressão é liberada e o fluido é drenado do vaso. O recipiente retorna à sua forma original, e a peça recém-compactada, muitas vezes chamada de "corpo verde", é cuidadosamente removida do molde.
Principais Variações do Processo
O termo "prensagem isostática" abrange algumas técnicas distintas, cada uma adequada para diferentes aplicações e materiais.
Prensagem Isostática a Frio (CIP)
A Prensagem Isostática a Frio (CIP) é realizada à temperatura ambiente. Seu principal objetivo é compactar o pó em um corpo verde com força suficiente e densidade uniforme para manuseio e processamento subsequente, como usinagem ou sinterização.
Prensagem Isostática a Quente (HIP)
A Prensagem Isostática a Quente (HIP) combina calor intenso e gás de alta pressão (geralmente argônio) simultaneamente. Este processo é usado para atingir a densidade teórica total, eliminando qualquer porosidade interna residual em um componente em uma única etapa.
Wet-Bag vs. Dry-Bag (CIP)
O CIP pode ser ainda dividido em dois métodos. No processo wet-bag, o molde selado é totalmente submerso no fluido pressurizador, oferecendo grande versatilidade para várias formas e tamanhos. No processo dry-bag, o molde flexível é uma parte permanente do vaso de pressão, permitindo ciclos de produção mais rápidos e automatizados.
Compreendendo as Trocas
Como qualquer processo de fabricação, a prensagem isostática possui vantagens e limitações distintas que a tornam adequada para aplicações específicas.
Principais Vantagens
O principal benefício é a densidade altamente uniforme, o que leva a uma retração previsível durante a sinterização e excelentes propriedades mecânicas. Também permite a criação de geometrias complexas, incluindo rebaixos e peças longas e finas que são impossíveis com a compactação tradicional por matriz.
Limitações Comuns
A prensagem isostática geralmente tem tempos de ciclo mais lentos em comparação com a prensagem uniaxial de alta velocidade, especialmente para o método wet-bag. O custo inicial do equipamento também é significativamente maior. Finalmente, atingir tolerâncias dimensionais apertadas muitas vezes requer operações de usinagem secundárias após a prensagem.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção da variante de processo correta depende inteiramente do seu material, da complexidade do componente e dos seus requisitos de desempenho final.
- Se o seu foco principal é criar peças verdes complexas com densidade uniforme para sinterização: A Prensagem Isostática a Frio (CIP) é a escolha ideal e mais comum.
- Se o seu foco principal é atingir a densidade teórica total e propriedades mecânicas superiores em uma peça acabada: A Prensagem Isostática a Quente (HIP) é o método necessário para eliminar todos os vazios internos.
- Se o seu foco principal é a produção de alto volume de formas mais simples via CIP: O processo dry-bag automatizado oferece uma vantagem significativa de velocidade sobre a técnica wet-bag mais versátil.
Ao aproveitar a pressão uniforme e abrangente, a prensagem isostática oferece uma solução poderosa para a fabricação de componentes de alta integridade a partir de pós.
Tabela Resumo:
| Variante do Processo | Temperatura | Uso Principal | Característica Chave |
|---|---|---|---|
| Prensagem Isostática a Frio (CIP) | Temperatura Ambiente | Formação de peças 'verdes' uniformes para sinterização | Alta complexidade de forma, densidade uniforme |
| Prensagem Isostática a Quente (HIP) | Alta Temperatura | Obtenção de densidade total em peças acabadas | Elimina porosidade, propriedades superiores |
| CIP Wet-Bag | Temperatura Ambiente | Versátil, várias formas/tamanhos | Molde flexível submerso em fluido |
| CIP Dry-Bag | Temperatura Ambiente | Produção automatizada de alto volume | Molde é parte permanente do vaso |
Pronto para fabricar componentes de alta integridade com densidade uniforme? A KINTEK é especializada em soluções avançadas de prensagem isostática para suas necessidades de laboratório e produção. Seja para Prensagem Isostática a Frio (CIP) para peças verdes complexas ou Prensagem Isostática a Quente (HIP) para componentes totalmente densos, nossa experiência em equipamentos de laboratório e consumíveis garante resultados ótimos. Entre em contato com nossos especialistas hoje para discutir como nossa tecnologia de prensagem isostática pode aprimorar as propriedades de seus materiais e suas capacidades de produção!
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
As pessoas também perguntam
- Qual é o princípio da prensagem isostática a quente? Alcance 100% de Densidade e Desempenho Superior
- Por que as Prensas Isostáticas a Quente (WIP) são necessárias para baterias de estado sólido? Alcançar contato em nível atômico
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo
- Qual é a temperatura de uma prensa isostática a quente? Alcance a Densificação Ótima para Seus Materiais

















