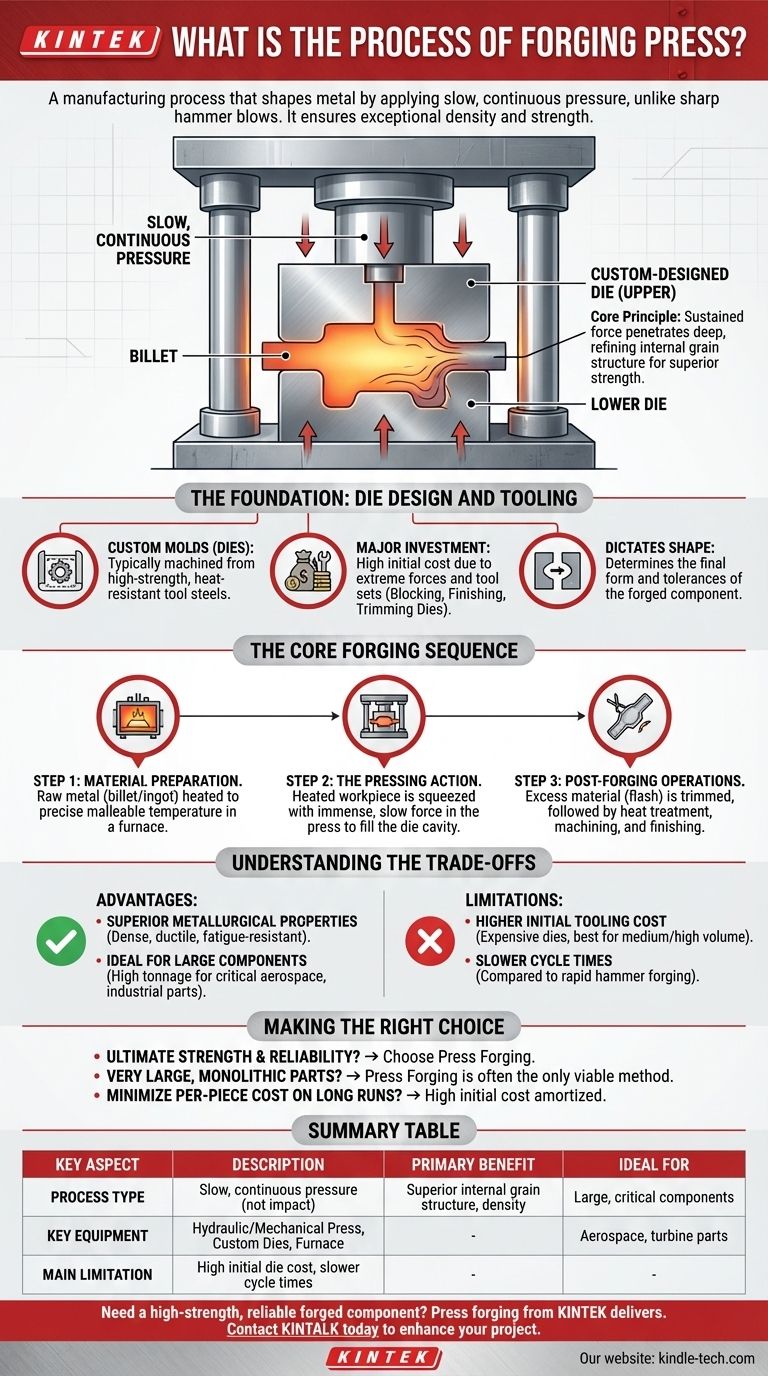
Em resumo, o forjamento por prensa é um processo de fabricação que molda metal aplicando pressão lenta e contínua usando uma prensa mecânica ou hidráulica. Ao contrário dos golpes bruscos do forjamento por martelo, esta ação de compressão controlada deforma a peça de trabalho de metal, forçando-a a se conformar ao formato de uma matriz projetada sob medida.
O princípio central do forjamento por prensa é o uso de força sustentada e controlada. Este método penetra profundamente no metal, refinando sua estrutura de grãos interna para produzir componentes com densidade excepcional, mínimos vazios e resistência mecânica superior, especialmente para aplicações grandes e críticas.

A Base: Projeto e Ferramental da Matriz
O sucesso de qualquer operação de forjamento por prensa começa muito antes de o metal ser aquecido. O projeto e a criação das matrizes são a fase mais crítica e intensiva em custos.
O Papel das Matrizes
As matrizes são os moldes personalizados que ditam a forma final do componente forjado. Elas são tipicamente usinadas a partir de aços ferramenta de alta resistência e resistentes ao calor, capazes de suportar pressão imensa e repetida e altas temperaturas.
Por que o Ferramental é um Grande Investimento
A referência aos altos custos das matrizes é um ponto crítico. Ao contrário dos moldes de fundição, as matrizes de forjamento devem suportar forças extremas. O investimento inicial é maior porque frequentemente inclui um conjunto de ferramentas, não apenas um único molde.
Este conjunto frequentemente inclui matrizes de desbaste para a conformação inicial, matrizes de acabamento para a geometria final e matrizes de corte usadas em uma etapa posterior para remover o material em excesso, conhecido como rebarba.
A Sequência Central de Forjamento
Uma vez que o ferramental esteja completo, o processo de produção segue um caminho claro e sequencial, desde a matéria-prima até uma peça quase acabada.
Etapa 1: Preparação do Material
O processo começa com uma peça bruta de metal, frequentemente um tarugo ou lingote. Esta peça de trabalho é aquecida em um forno a uma temperatura precisa, tornando-a maleável e plástica, mas não fundida.
Este controle de temperatura é crítico; se muito frio, o metal pode rachar sob pressão, enquanto se muito quente, suas propriedades metalúrgicas podem ser comprometidas.
Etapa 2: A Ação de Prensagem
A peça de trabalho aquecida é colocada na matriz inferior dentro da prensa de forjamento. A prensa então é ativada, movendo um aríete para comprimir lentamente o metal com força imensa.
Esta pressão deliberada força o metal a fluir e preencher cada cavidade da impressão da matriz. A aplicação lenta de força garante uma deformação profunda e uniforme em todo o volume do material.
Etapa 3: Operações Pós-Forjamento
Após a conclusão da prensagem, a peça é removida. Ela frequentemente possui uma pequena quantidade de material em excesso (rebarba) que espremeu entre as metades da matriz.
Esta rebarba é removida em uma operação secundária, frequentemente usando as matrizes de corte dedicadas mencionadas anteriormente. A peça pode então passar por outros processos como tratamento térmico para otimizar a resistência, usinagem para tolerâncias apertadas e acabamento de superfície.
Compreendendo as Compensações
O forjamento por prensa é um processo poderoso, mas não é a solução universal. Suas vantagens são equilibradas por limitações específicas que o tornam adequado para certas aplicações em detrimento de outras.
Vantagem: Propriedades Metalúrgicas Superiores
A pressão lenta e contínua refina a estrutura de grãos interna do metal, alinhando-a com a forma do componente. Isso resulta em peças com densidade, ductilidade e resistência à fadiga excepcionais em comparação com peças fundidas ou usinadas.
Vantagem: Ideal para Componentes Grandes
As prensas hidráulicas podem gerar uma tonelagem enorme, tornando o forjamento por prensa um dos únicos métodos viáveis para produzir componentes muito grandes, como peças estruturais de aeronaves, discos de turbina e equipamentos industriais pesados.
Limitação: Custo Inicial de Ferramental Mais Alto
Como observado, a natureza robusta e complexa das matrizes de forjamento torna a configuração inicial cara. Este processo é mais econômico para tiragens de produção de médio a alto volume, onde o custo do ferramental pode ser amortizado em muitas peças.
Limitação: Tempos de Ciclo Mais Lentos
Em comparação com os impactos rápidos do forjamento por martelo, a ação deliberada de compressão de uma prensa resulta em uma taxa de produção mais lenta. Isso o torna menos adequado para itens de commodities de alto volume e baixo custo.
Fazendo a Escolha Certa para Sua Aplicação
A seleção do processo de fabricação correto depende inteiramente das prioridades do seu projeto.
- Se seu foco principal é a máxima resistência e confiabilidade: O forjamento por prensa é a escolha superior para componentes críticos onde a integridade interna não pode ser comprometida.
- Se seu foco principal é produzir peças monolíticas muito grandes: O forjamento por prensa é frequentemente o único método viável para alcançar a deformação e as propriedades do material necessárias nessa escala.
- Se seu foco principal é minimizar o custo por peça em uma longa tiragem de produção: O alto custo inicial do ferramental do forjamento por prensa pode ser justificado, entregando peças fortes e quase acabadas que exigem menos usinagem subsequente.
Em última análise, o forjamento por prensa é uma escolha deliberada para aplicações onde o desempenho e a qualidade interna são primordiais.
Tabela Resumo:
| Aspecto Chave | Descrição |
|---|---|
| Tipo de Processo | Fabricação usando pressão lenta e contínua (não impacto) |
| Benefício Principal | Estrutura de grãos interna, densidade e resistência superiores |
| Equipamento Chave | Prensa Hidráulica/Mecânica, Matrizes Personalizadas, Forno |
| Ideal Para | Componentes grandes e críticos (por exemplo, aeroespacial, peças de turbina) |
| Principal Limitação | Alto custo inicial da matriz, tempos de ciclo mais lentos |
Precisa de um componente forjado de alta resistência e confiável?
O forjamento por prensa da KINTEK oferece a densidade excepcional e as propriedades mecânicas que suas aplicações críticas exigem. Nossa experiência na fabricação de equipamentos laboratoriais e industriais garante que suas peças atendam aos mais altos padrões de desempenho e confiabilidade.
Entre em contato com a KINTALK hoje para discutir como nossas soluções de forjamento podem aprimorar a resistência e durabilidade do seu projeto.
Guia Visual
Produtos relacionados
- Molde de Prensagem Anti-Rachadura para Uso em Laboratório
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Molde de Prensagem de Forma Especial para Laboratório
- Prensa Hidráulica de Laboratório Máquina de Prensa de Pellets para Caixa de Luvas
As pessoas também perguntam
- Qual é o processo de moldagem por prensagem? Um Guia Passo a Passo para a Moldagem por Compressão
- Como usar um molde de prensa? Domine a Arte de Formas Cerâmicas Consistentes
- Como usar um molde de prensa? Domine a Arte de Criar Formas Cerâmicas Consistentes
- Para que serve um molde de prensa? Alcance Precisão e Eficiência Repetíveis
- Qual é a função dos moldes de prensagem durante a preparação de compósitos SiCf/Ti-43Al-9V? Alcançar Precisão Estrutural

















