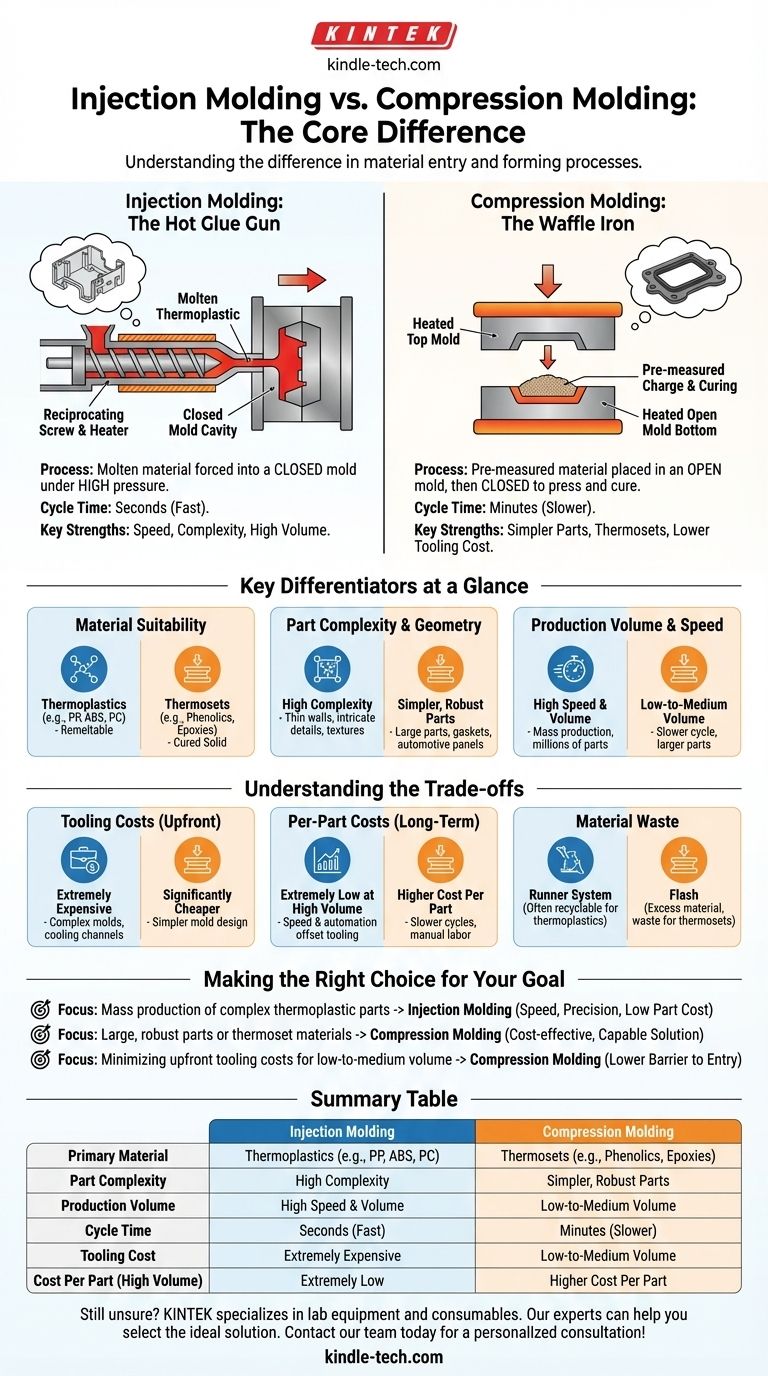
Em sua essência, a diferença fundamental entre a moldagem por injeção e o que é comumente chamado de "moldagem por pressão" (mais precisamente, moldagem por compressão) reside em como o material entra no molde. A moldagem por injeção força o material fundido para dentro de uma cavidade de molde fechada sob alta pressão. A moldagem por compressão coloca uma quantidade pré-medida de material em um molde aberto e aquecido, que é então fechado para prensar o material em sua forma final.
A escolha entre esses dois processos é uma clássica troca de engenharia. A moldagem por injeção é feita para velocidade, complexidade e produção de alto volume de peças termoplásticas, exigindo um alto investimento inicial em ferramentas. A moldagem por compressão é a escolha econômica para peças mais simples, maiores, volumes baixos a médios, e é o processo dominante para materiais termofixos.

A Diferença Fundamental do Processo
Para realmente entender qual processo atende às suas necessidades, você deve primeiro visualizar como cada um funciona. Sua mecânica dita seus pontos fortes e fracos.
Como Funciona a Moldagem por Injeção: A Pistola de Cola Quente
Pense na moldagem por injeção como uma pistola de cola quente altamente sofisticada e automatizada.
Uma matéria-prima plástica granular (termoplástico) é derretida em um cilindro aquecido. Um parafuso recíproco então injeta este plástico fundido sob pressão extrema em um molde de metal fechado e precisamente usinado.
O plástico preenche cada detalhe da cavidade interna do molde. Após um breve período de resfriamento, o molde se abre e a peça acabada é ejetada. Este ciclo é extremamente rápido, muitas vezes levando apenas segundos.
Como Funciona a Moldagem por Compressão: A Máquina de Waffles
A moldagem por compressão é melhor analogizada a uma máquina de waffles.
Uma quantidade pré-medida de material de moldagem, chamada de "carga", é colocada na metade inferior de um molde aquecido e aberto. Esta carga pode estar em pó, em forma de massa ou pré-formada.
A metade superior do molde então se fecha, aplicando imensa pressão. Isso força o material a se espalhar e preencher a cavidade do molde, com o calor e a pressão curando-o para um estado sólido. Este processo é ideal para materiais termofixos, que sofrem uma mudança química irreversível quando aquecidos.
Uma Nota sobre Terminologia: "Moldagem por Pressão"
O termo "moldagem por pressão" é ambíguo na fabricação. No entanto, quando contrastado com a moldagem por injeção, quase sempre se refere à moldagem por compressão. Ambos os processos usam pressão, mas "injeção" especifica como o material é entregue, enquanto "compressão" especifica como a forma final é formada.
Principais Diferenciadores em Resumo
As diferenças mecânicas levam a distinções significativas na escolha do material, design da peça e economia de produção.
Adequação do Material: Termoplásticos vs. Termofixos
A moldagem por injeção é o processo dominante para termoplásticos — polímeros como Polipropileno (PP), ABS e Policarbonato (PC) que podem ser repetidamente derretidos e solidificados.
A moldagem por compressão é o método principal para termofixos — materiais como fenólicos, epóxis e silicones que curam para um estado sólido permanente e não podem ser remeltados. Também pode ser usada para alguns termoplásticos, mas é menos comum.
Complexidade e Geometria da Peça
A moldagem por injeção se destaca na produção de peças com alta complexidade. Isso inclui paredes finas, nervuras intrincadas, texturas finas e características complexas como bosses de parafuso e encaixes de pressão. A alta pressão de injeção garante que o material preencha cada pequeno detalhe.
A moldagem por compressão é melhor para peças mais simples, muitas vezes maiores e mais robustas. É excelente para gaxetas, vedações, equipamentos elétricos e painéis automotivos. Ela tem dificuldade com detalhes muito finos e intrincados que a moldagem por injeção lida com facilidade.
Volume e Velocidade de Produção
A moldagem por injeção é um processo de alta velocidade e alto volume. Com tempos de ciclo medidos em segundos, é construída para produção em massa, onde milhões de peças idênticas podem ser feitas de forma eficiente.
A moldagem por compressão é um processo de volume mais lento, baixo a médio. Os tempos de ciclo são significativamente mais longos, muitas vezes medidos em minutos, devido ao tempo necessário para carregar a carga e para o material termofixo curar.
Compreendendo as Trocas
Escolher um processo é equilibrar os custos iniciais com os objetivos de longo prazo e as restrições de design.
Custos de Ferramentas: O Investimento Inicial
Os moldes de injeção são extremamente caros. São ferramentas complexas projetadas para suportar imensas pressões e requerem canais de resfriamento intrincados e sistemas de ejeção. Um único molde pode custar dezenas ou até centenas de milhares de dólares.
Os moldes de compressão são significativamente mais baratos. Como não precisam gerenciar o fluxo de plástico fundido através de canais e comportas, são muito mais simples de projetar e usinar, resultando em um investimento inicial muito menor.
Custos por Peça: A Economia de Longo Prazo
Em altos volumes, a moldagem por injeção oferece um custo por peça extremamente baixo. A velocidade do processo e o alto grau de automação superam o custo inicial das ferramentas.
A moldagem por compressão tem um custo por peça mais alto. Isso se deve aos tempos de ciclo mais lentos e ao grau frequentemente maior de trabalho manual necessário para carregar o molde e finalizar a peça.
Desperdício de Material
A moldagem por injeção gera desperdício através do sistema de canais (os canais que entregam plástico à cavidade da peça), embora isso possa frequentemente ser moído e reutilizado com termoplásticos.
A moldagem por compressão pode produzir "rebarba", que é o excesso de material espremido na linha de partição do molde. Para termofixos, essa rebarba é desperdício e não pode ser reciclada de volta ao processo.
Fazendo a Escolha Certa para o Seu Objetivo
Os requisitos específicos da sua aplicação apontarão claramente para um processo em detrimento do outro.
- Se o seu foco principal é a produção em massa de peças termoplásticas complexas: A moldagem por injeção é a escolha definitiva por sua velocidade, precisão e baixo custo por peça em escala.
- Se o seu foco principal é produzir peças grandes e robustas ou trabalhar com materiais termofixos: A moldagem por compressão oferece uma solução mais econômica e capaz.
- Se o seu foco principal é minimizar os custos iniciais de ferramentas para tiragens de baixo a médio volume: O menor custo do molde da moldagem por compressão oferece uma barreira de entrada significativamente menor.
Compreender essas diferenças essenciais permite que você selecione o processo de fabricação que se alinha perfeitamente com os objetivos técnicos e financeiros do seu projeto.
Tabela Resumo:
| Característica | Moldagem por Injeção | Moldagem por Compressão |
|---|---|---|
| Material Primário | Termoplásticos (PP, ABS, PC) | Termofixos (Fenólicos, Epóxis) |
| Complexidade da Peça | Alta (paredes finas, detalhes intrincados) | Baixa a Moderada (peças mais simples, maiores) |
| Volume de Produção | Alto (produção em massa) | Baixo a Médio |
| Tempo de Ciclo | Segundos | Minutos |
| Custo de Ferramentas | Alto | Baixo |
| Custo por Peça (Alto Volume) | Baixo | Mais Alto |
Ainda não tem certeza de qual processo de moldagem é o certo para o seu projeto? A KINTEK é especializada em equipamentos e consumíveis de laboratório, atendendo às necessidades laboratoriais. Nossos especialistas podem ajudá-lo a selecionar a solução ideal para seu material, design e objetivos de produção. Entre em contato com nossa equipe hoje para uma consulta personalizada!
Guia Visual