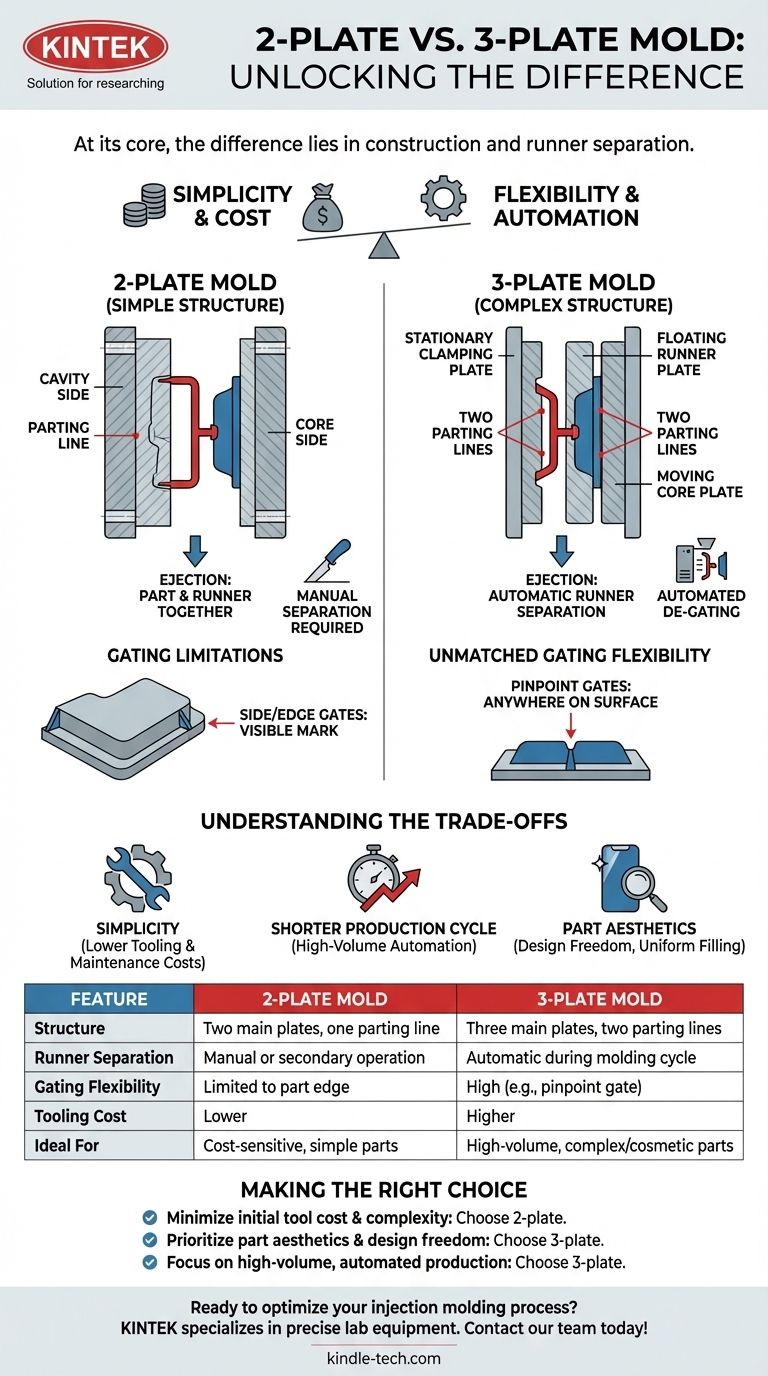
Em sua essência, a diferença entre um molde de 2 placas e um molde de 3 placas reside em sua construção e na forma como ele separa a peça final do sistema de canal (runner) de plástico. Um molde de 2 placas é mais simples, com uma única linha de partição, e geralmente ejeta a peça e o canal juntos. Um molde de 3 placas é mais complexo, utilizando duas linhas de partição para separar automaticamente o canal da peça durante o ciclo de moldagem.
A escolha fundamental entre um molde de 2 placas e um de 3 placas é uma troca: a simplicidade e o custo mais baixo de um molde de 2 placas versus a flexibilidade superior de alimentação e a separação automatizada do canal de um molde de 3 placas.
A Anatomia de um Molde de 2 Placas
Uma Estrutura Simples de Duas Partes
Um molde de 2 placas é o tipo mais comum de molde de injeção. Ele consiste em duas seções principais, ou placas: o lado da cavidade e o lado do núcleo.
Essas duas placas se encontram em um único plano conhecido como linha de partição. Durante a ejeção, o molde se abre nesta única linha de partição para liberar a peça.
O Processo de Ejeção
Quando um molde de 2 placas se abre, a peça moldada e o sistema de canal (runner) anexado (os canais que entregam o plástico) são ejetados juntos.
Isso significa que uma operação secundária é frequentemente necessária para separar manual ou automaticamente a peça do canal.
Limitações de Alimentação (Gating)
O ponto de alimentação (gate), por onde o plástico derretido entra na cavidade da peça, deve estar localizado no perímetro da peça, na linha de partição.
Os tipos de alimentação comuns para moldes de 2 placas incluem alimentações laterais (side gates) ou alimentações de borda (edge gates), que deixam uma marca visível na lateral do produto.
A Anatomia de um Molde de 3 Placas
Uma Estrutura Mais Complexa de Três Partes
Como o nome sugere, um molde de 3 placas é construído a partir de três placas ou seções principais. Este design cria duas linhas de partição.
As três seções são a placa de fixação estacionária, a placa flutuante do canal (runner plate) e a placa de núcleo móvel. Este conjunto mais complexo permite uma sequência de abertura em dois estágios.
Separação Automática do Canal
Quando um molde de 3 placas se abre, a primeira linha de partição separa o canal da peça. A segunda linha de partição se abre então para ejetar a peça em si.
Esta remoção automática do ponto de alimentação (de-gating) é a principal vantagem mecânica, eliminando a necessidade de um processo de separação secundário e possibilitando ciclos de produção mais rápidos e automatizados.
Flexibilidade de Alimentação Inigualável
O design de 3 placas permite que alimentações pontuais (pinpoint gates) sejam colocadas em quase qualquer lugar na superfície da peça, não apenas na borda.
Isso é ideal para peças onde as marcas de alimentação devem ser escondidas ou para geometrias complexas que exigem um ponto de injeção central para um fluxo de plástico equilibrado. Também é muito eficaz para moldes de múltiplas cavidades onde as peças precisam ser alimentadas a partir do seu centro.
Entendendo as Trocas (Trade-offs)
Custo e Complexidade
A principal vantagem de um molde de 2 placas é sua simplicidade. É menos dispendioso para projetar, fabricar e manter.
Um molde de 3 placas é inerentemente mais complexo devido à sua placa adicional e componentes móveis. Isso resulta em custos de ferramental mais altos e manutenção potencialmente mais complexa.
Tempo de Ciclo e Automação
Embora o ciclo mecânico de um molde de 3 placas possa ser ligeiramente mais longo, o tempo total do ciclo de produção é frequentemente menor.
Isso ocorre porque a remoção automática do ponto de alimentação elimina uma etapa pós-moldagem, tornando-o mais adequado para corridas de produção totalmente automatizadas e de alto volume.
Design e Estética da Peça
Um molde de 3 placas oferece muito mais liberdade no design da peça. A capacidade de usar alimentações pontuais permite pontos de injeção nas superfícies superior ou inferior, o que é crucial para peças cosméticas onde manchas laterais são inaceitáveis.
Para peças radialmente simétricas como engrenagens ou tampas, uma alimentação pontual central garante um preenchimento uniforme, reduzindo o risco de empenamento e melhorando a qualidade da peça.
Fazendo a Escolha Certa Para o Seu Objetivo
- Se o seu foco principal é minimizar o custo inicial da ferramenta e a complexidade: Escolha um molde de 2 placas, especialmente se as marcas de alimentação na borda da peça forem aceitáveis.
- Se o seu foco principal é a estética da peça e a liberdade de design: Escolha um molde de 3 placas para esconder a marca de alimentação ou para colocá-la no local ideal para o fluxo do material.
- Se o seu foco principal é a produção automatizada e de alto volume: Escolha um molde de 3 placas para eliminar operações secundárias de remoção do ponto de alimentação e reduzir o tempo total do ciclo.
Compreender as capacidades e limitações de cada tipo de molde é a chave para equilibrar o orçamento do seu projeto com seus requisitos de desempenho e qualidade.
Tabela de Resumo:
| Característica | Molde de 2 Placas | Molde de 3 Placas |
|---|---|---|
| Estrutura | Duas placas principais, uma linha de partição | Três placas principais, duas linhas de partição |
| Separação do Canal | Requer operação manual ou secundária | Automática durante o ciclo de moldagem |
| Flexibilidade de Alimentação | Limitada à borda da peça (ex: alimentação lateral) | Alta; as alimentações podem ser colocadas em quase qualquer lugar (ex: alimentação pontual) |
| Custo do Ferramental | Menor | Maior |
| Ideal Para | Projetos sensíveis ao custo, peças simples | Automação de alto volume, peças complexas/cosméticas |
Pronto para otimizar seu processo de moldagem por injeção? A escolha entre um molde de 2 placas e um de 3 placas é fundamental para o custo, eficiência e qualidade final da peça do seu projeto. Na KINTEK, somos especializados em fornecer os equipamentos de laboratório e consumíveis precisos necessários para fabricação avançada e controle de qualidade. Nossos especialistas podem ajudá-lo a selecionar as ferramentas certas para garantir que sua produção atenda aos mais altos padrões. Entre em contato com nossa equipe hoje mesmo para discutir suas necessidades específicas de laboratório e produção!
Guia Visual
Produtos relacionados
- Pequena Máquina de Moldagem por Injeção para Uso em Laboratório
- Molde de Prensa Infravermelha de Laboratório
- Molde de Prensagem de Anel para Aplicações Laboratoriais
- Molde de Prensa Infravermelha de Laboratório Sem Desmoldagem para Aplicações Laboratoriais
- Molde de Prensagem de Forma Especial para Laboratório
As pessoas também perguntam
- Qual é a importância da máquina de moldagem por injeção? Desbloqueando a Fabricação de Precisão e Alto Volume
- Qual indústria usa moldagem por injeção? Da médica à automotiva, está em todo lugar
- Quais são as etapas do processo de moldagem? Um guia para moldagem de plástico, metal e cerâmica
- O que se pode fazer com uma máquina de moldagem por injeção? Produzir em massa peças plásticas de alta qualidade de forma eficiente
- Quais são os dois tipos comuns de processos de moldagem por injeção? Termoplástico vs. Termofixo Explicado



















