Em sua essência, a Prensagem Isostática a Quente (HIP) adensa os materiais através de uma poderosa combinação de deformação plástica, fluência (creep) e difusão atômica. Sob pressão imensa e uniformemente aplicada e alta temperatura, partículas em pó ou componentes com porosidade interna são forçados a ceder, fluir e, finalmente, se ligar em um nível microscópico, eliminando virtualmente todos os vazios internos.
O mecanismo essencial da HIP não é uma ação única, mas um processo controlado e multifásico. A alta pressão primeiro força mecanicamente as partículas a se unirem, colapsando grandes vazios, enquanto a temperatura elevada fornece a energia para o material fluir lentamente (creep) e difundir-se, curando os poros microscópicos restantes até que uma peça sólida e totalmente densa seja alcançada.

O Princípio Central: Combinando Calor e Pressão Uniforme
Para entender o mecanismo de adensamento, devemos primeiro apreciar as duas entradas fundamentais do processo HIP.
O que é Prensagem Isostática a Quente?
O processo envolve selar um componente ou pó metálico dentro de um recipiente (muitas vezes chamado de "lata"). Este recipiente é então colocado em uma câmara de alta pressão. A câmara é preenchida com um gás inerte, tipicamente Argônio, que é aquecido e pressurizado a níveis extremos, aplicando força ao recipiente e à peça contida nele.
O Papel da Pressão Isostática
O termo "isostática" é fundamental — significa que a pressão é aplicada uniformemente de todas as direções. Isso é diferente da prensagem convencional, que aplica força ao longo de um único eixo. Essa pressão em todos os lados garante que o material se consolide uniformemente, sem distorção, permitindo o adensamento de formas altamente complexas.
A Função da Alta Temperatura
A pressão sozinha não é suficiente. A alta temperatura amolece o material, reduzindo seu limite de escoamento e tornando-o suscetível ao fluxo plástico e à fluência (creep). Crucialmente, ela também fornece a energia térmica necessária para ativar a difusão, o movimento de átomos individuais, que é a etapa final na criação de ligações metalúrgicas perfeitas.
Analisando as Etapas do Adensamento
A transformação de um estado poroso ou pulverulento para um sólido totalmente denso ocorre em uma sequência previsível.
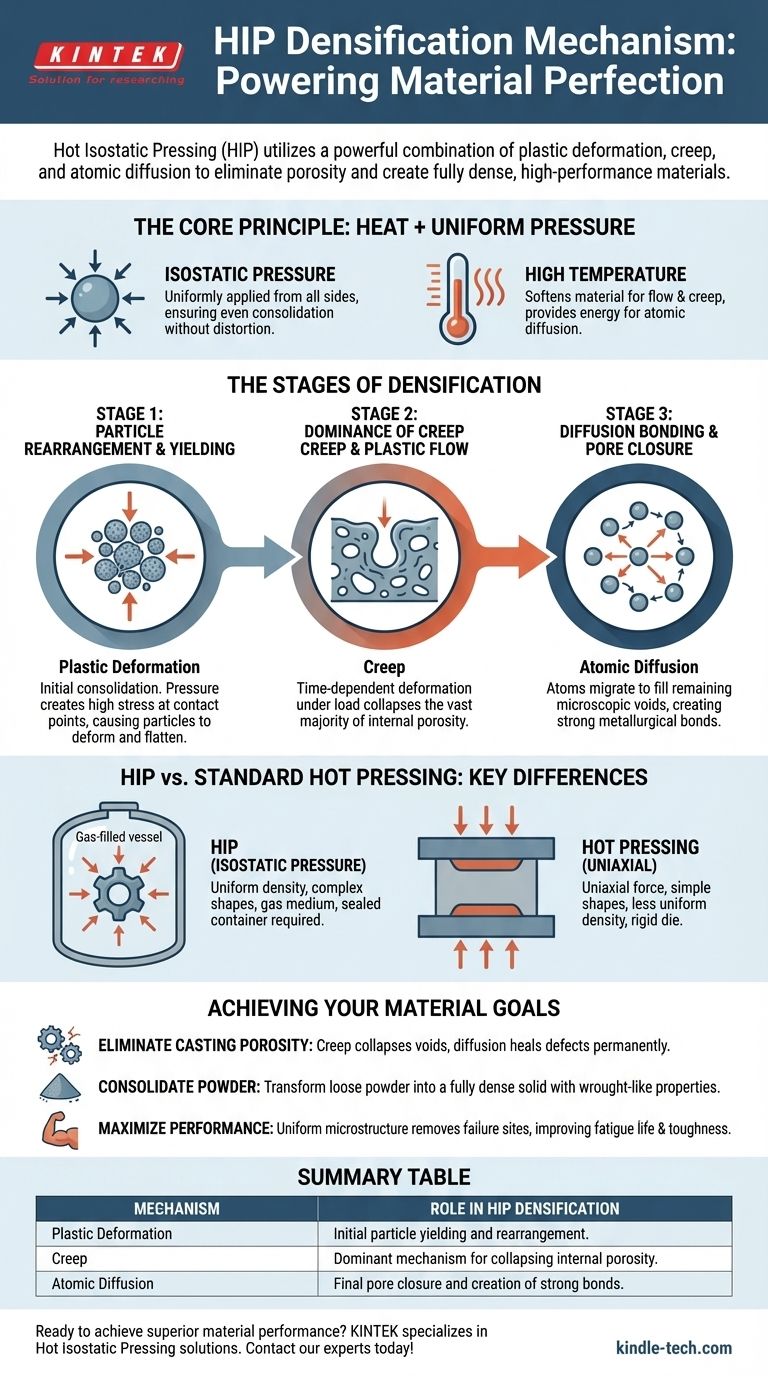
Etapa 1: Rearranjo de Partículas e Cedência Inicial
No início do ciclo, à medida que a pressão e a temperatura aumentam, a consolidação inicial começa. Partículas de pó soltas se movem e deslizam para um arranjo mais compacto. A imensa pressão cria tensões extremamente altas nos minúsculos pontos de contato entre as partículas, fazendo com que elas se deformem plasticamente e se achatem umas contra as outras.
Etapa 2: Domínio da Fluência (Creep) e Fluxo Plástico
À medida que a peça é mantida na temperatura e pressão máximas, o principal mecanismo de adensamento assume o controle. A resistência do material é intencionalmente superada, fazendo com que ele se comporte como um fluido muito lento e viscoso. Essa deformação dependente do tempo sob carga é conhecida como fluência (creep), e é responsável pelo colapso da grande maioria da porosidade interna.
Etapa 3: Ligação por Difusão e Fechamento Final dos Poros
Na fase final, o material pode já estar com mais de 98% de densidade, restando apenas poros pequenos, isolados e esféricos. Neste ponto, a difusão atômica torna-se o mecanismo dominante. Os átomos migram através das superfícies desses minúsculos vazios, gradualmente os "preenchendo" até que desapareçam completamente. Este processo de difusão também cria ligações fortes e permanentes entre os limites originais das partículas.
Compreendendo as Compensações e Diferenças Chave
É essencial distinguir a HIP de tecnologias com nomes semelhantes para apreciar suas capacidades únicas.
Diferenciação da Prensagem a Quente Padrão
A prensagem a quente padrão geralmente usa um molde rígido (como um molde de grafite) e aplica pressão uniaxial — de uma ou duas direções. Isso a limita a formas simples e pode resultar em uma densidade menos uniforme.
A Pressão Isostática é a Vantagem Chave
O uso de um meio gasoso pela HIP para aplicar pressão isostática é sua característica definidora. Isso permite o adensamento de peças intrincadas, de forma quase final (near-net-shape), e garante uma microestrutura completamente uniforme, o que é impossível de alcançar com a prensagem direcional.
A Exigência de um Sistema Selado
Uma consideração chave para a HIP é que o material deve ser selado em um recipiente à prova de vazamentos para evitar que o gás de alta pressão infiltre nos próprios poros que você está tentando fechar. Para consolidar pós, isso significa usar uma lata projetada especificamente. Para curar defeitos em uma fundição sólida, os defeitos devem ser internos e não conectados à superfície.
Fazendo a Escolha Certa para o Seu Objetivo
Compreender o mecanismo de adensamento ajuda você a aplicar a tecnologia de forma eficaz.
- Se seu foco principal é eliminar a porosidade de fundição: A chave é que a pressão e a temperatura combinadas farão com que os vazios internos colapsem via fluência (creep), e as superfícies internas se ligarão por difusão, curando o defeito permanentemente.
- Se seu foco principal é consolidar pó em uma peça sólida: Você deve confiar na sequência completa de fluxo plástico, fluência (creep) e difusão para transformar pó solto em um componente totalmente denso com propriedades iguais ou melhores que as do material forjado.
- Se seu foco principal é atingir o desempenho máximo do material: A microestrutura uniforme e a remoção completa de defeitos internos pelo processo HIP é o que elimina os locais de iniciação de trincas, melhorando drasticamente propriedades como vida à fadiga e tenacidade.
Em última análise, a prensagem isostática a quente fornece um caminho poderoso para criar materiais que são perfeitamente densos e internamente sadios.
Tabela de Resumo:
| Mecanismo | Papel no Adensamento HIP |
|---|---|
| Deformação Plástica | Cedência inicial das partículas e rearranjo sob pressão. |
| Fluência (Creep) | Mecanismo dominante para o colapso da porosidade interna ao longo do tempo. |
| Difusão Atômica | Fechamento final dos poros e criação de ligações metalúrgicas fortes. |
Pronto para eliminar a porosidade e alcançar desempenho superior do material?
A KINTEK é especializada em equipamentos de laboratório avançados, incluindo soluções de Prensagem Isostática a Quente, para ajudá-lo a criar componentes totalmente densos e de alta integridade. Nossa experiência garante que você obtenha a tecnologia certa para melhorar a vida à fadiga, a tenacidade e a uniformidade do material.
Contate nossos especialistas hoje mesmo através do nosso Formulário de Contato para discutir como a HIP pode beneficiar suas necessidades específicas de laboratório ou produção.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Moldes de Prensagem Isostática para Laboratório
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
As pessoas também perguntam
- Qual é a função de uma Prensa Isostática a Quente (WIP) em células de bolsa totalmente de estado sólido? Otimizar a Densidade da Bateria
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- Quais vantagens uma prensa isostática a quente oferece em relação a uma prensa uniaxial tradicional para folhas de eletrólito Li6PS5Cl?
- Por que o uso de uma prensa isostática para corpos verdes de LSGM leva a uma redução na temperatura de sinterização? Aumento da Densidade

















