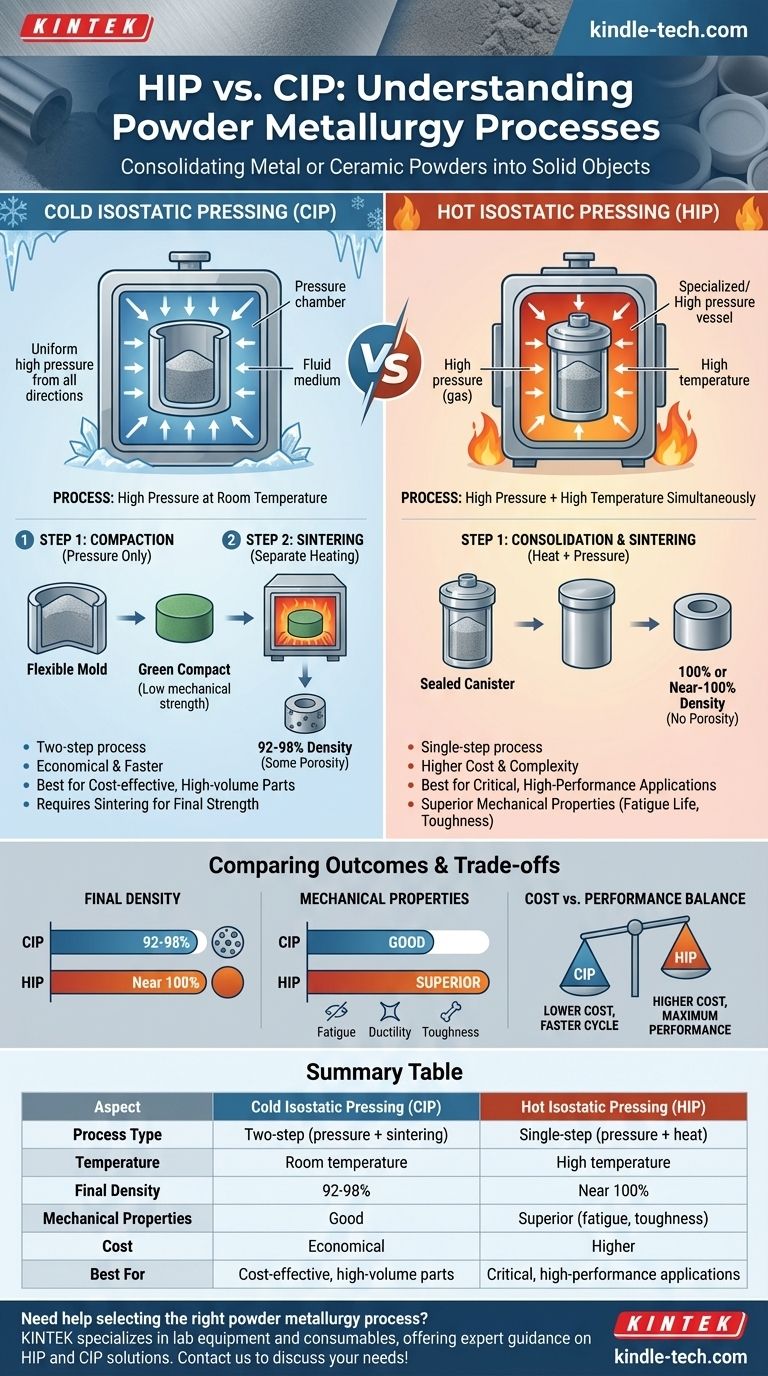
Na metalurgia do pó, a Prensagem Isostática a Quente (HIP) e a Prensagem Isostática a Frio (CIP) são dois métodos distintos para consolidar pós metálicos ou cerâmicos num objeto sólido. O HIP utiliza alta pressão e alta temperatura simultaneamente para criar uma peça totalmente densa numa única etapa. Em contraste, o CIP utiliza apenas alta pressão à temperatura ambiente para formar uma forma preliminar, que deve então ser aquecida num processo separado chamado sinterização para atingir a sua resistência final.
A diferença fundamental reside na sua abordagem para alcançar a densidade e a resistência. O HIP é um processo de alto desempenho de etapa única que combina calor e pressão para densidade máxima, enquanto o CIP é um processo de duas etapas, mais económico, que separa a compactação inicial (apenas pressão) do reforço final (apenas calor).

Desvendando o Processo de Prensagem Isostática
O termo "isostático" é fundamental para a compreensão de ambos os processos. Significa que a pressão é aplicada ao pó uniformemente a partir de todas as direções.
Isto é tipicamente alcançado colocando o pó, contido num molde flexível ou recipiente selado, dentro de uma câmara preenchida com um fluido ou gás. Quando a câmara é pressurizada, o meio de pressão exerce força igual em todas as superfícies da peça, resultando numa densidade altamente uniforme.
Como Funciona a Prensagem Isostática a Frio (CIP)
No CIP, um molde flexível é preenchido com pó, selado e submerso numa câmara de pressão cheia de fluido à temperatura ambiente.
A câmara é pressurizada a níveis extremamente altos, compactando o pó numa forma sólida conhecida como "compacto verde".
Este compacto verde possui boa manuseabilidade e densidade uniforme, mas apresenta resistência mecânica muito baixa porque as partículas de pó estão apenas mecanicamente interligadas, não ligadas metalurgicamente. Requer um tratamento térmico subsequente — sinterização — para fundir as partículas e desenvolver as suas propriedades finais.
Como Funciona a Prensagem Isostática a Quente (HIP)
No HIP, o pó é selado num recipiente metálico ou de vidro estanque a gás, frequentemente chamado de "lata" (can). Este recipiente é colocado dentro de um forno especializado que é também um vaso de alta pressão.
O vaso é preenchido com um gás inerte (como árgon) e é simultaneamente aquecido a altas temperaturas e pressurizado.
Através de uma combinação de deformação plástica, fluência (creep) e ligação por difusão ao nível das partículas, o HIP produz uma peça totalmente densa com uma microestrutura de grão fino e uniforme. Consolida e sinteriza o material numa única operação, eliminando a necessidade de uma etapa de aquecimento separada.
Comparando os Resultados: Densidade, Propriedades e Aplicação
A escolha entre CIP e HIP é impulsionada pelos requisitos finais do componente, uma vez que cada processo produz resultados significativamente diferentes.
Densidade Final e Porosidade
O CIP seguido de sinterização resulta tipicamente numa peça que atinge 92-98% da sua densidade máxima teórica, deixando alguma porosidade residual.
O HIP é capaz de atingir 100% ou perto de 100% da densidade teórica, eliminando efetivamente todos os vazios internos e porosidade.
Propriedades Mecânicas
Devido à sua densidade total, um componente processado por HIP geralmente exibe propriedades mecânicas superiores. Isto inclui vida à fadiga, ductilidade e tenacidade à fratura significativamente melhores em comparação com uma peça feita através de CIP e sinterização.
Complexidade da Forma e Tamanho
Ambos os métodos são excelentes para produzir peças complexas, de forma quase final (near-net-shape), que seriam difíceis ou desperdiçadoras de criar usando a maquinação subtrativa tradicional. O HIP, em particular, pode ser usado para produzir componentes muito grandes, pesando várias toneladas.
Compreendendo as Compensações: Custo vs. Desempenho
A sua decisão deve equilibrar o desempenho exigido contra as realidades económicas de cada processo.
O Fator Custo
O CIP é um processo significativamente menos caro e mais rápido do que o HIP. O equipamento é mais simples, os tempos de ciclo são mais curtos e evita os altos custos associados a vasos de alta temperatura e alta pressão e sistemas de gás inerte.
O Mandato de Desempenho
O HIP é um processo mais complexo e caro. No entanto, o seu custo é justificado para aplicações críticas de alto desempenho onde a integridade do material é primordial e a falha pode ser catastrófica, como em discos de turbina aeroespacial, implantes médicos ou componentes de águas profundas.
A Sinterização como Parceira Necessária
É crucial lembrar que o CIP não é um processo autônomo para produzir uma peça final. É o primeiro passo num fluxo de trabalho de "pressionar e sinterizar". O HIP, ao consolidar e ligar num único ciclo, oferece um caminho de produção mais simplificado, embora mais intensivo.
Escolhendo o Processo Certo para a Sua Aplicação
Para selecionar o método correto, deve primeiro definir os requisitos não negociáveis para o seu componente.
- Se o seu foco principal for a relação custo-benefício para peças de alto volume onde alguma porosidade é aceitável: CIP seguido de sinterização é a escolha lógica e económica.
- Se o seu foco principal for o desempenho máximo, fiabilidade e eliminação de falhas numa aplicação crítica: O HIP é o processo necessário para alcançar propriedades de material superiores.
- Se o seu foco principal for criar uma forma complexa minimizando a maquinação: Ambos são excelentes candidatos, sendo a decisão final determinada pelas suas restrições específicas de desempenho e orçamento.
Em última análise, a escolha entre estes processos é uma decisão estratégica que equilibra a viabilidade económica com a necessidade de engenharia.
Tabela de Resumo:
| Aspeto | Prensagem Isostática a Frio (CIP) | Prensagem Isostática a Quente (HIP) |
|---|---|---|
| Tipo de Processo | Duas etapas (pressão + sinterização) | Etapa única (pressão + calor) |
| Temperatura | Temperatura ambiente | Alta temperatura |
| Densidade Final | 92-98% | Quase 100% |
| Propriedades Mecânicas | Boas | Superiores (fadiga, tenacidade) |
| Custo | Económico | Mais elevado |
| Ideal Para | Peças de alto volume e custo-benefício | Aplicações críticas de alto desempenho |
Precisa de ajuda para selecionar o processo de metalurgia do pó certo para o seu laboratório? A KINTEK especializa-se em equipamentos de laboratório e consumíveis, oferecendo orientação especializada em soluções HIP e CIP para melhorar o desempenho e a eficiência dos seus materiais. Contacte-nos hoje para discutir as suas necessidades específicas!
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
As pessoas também perguntam
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme para Peças Complexas
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Por que as Prensas Isostáticas a Quente (WIP) são necessárias para baterias de estado sólido? Alcançar contato em nível atômico
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo

















