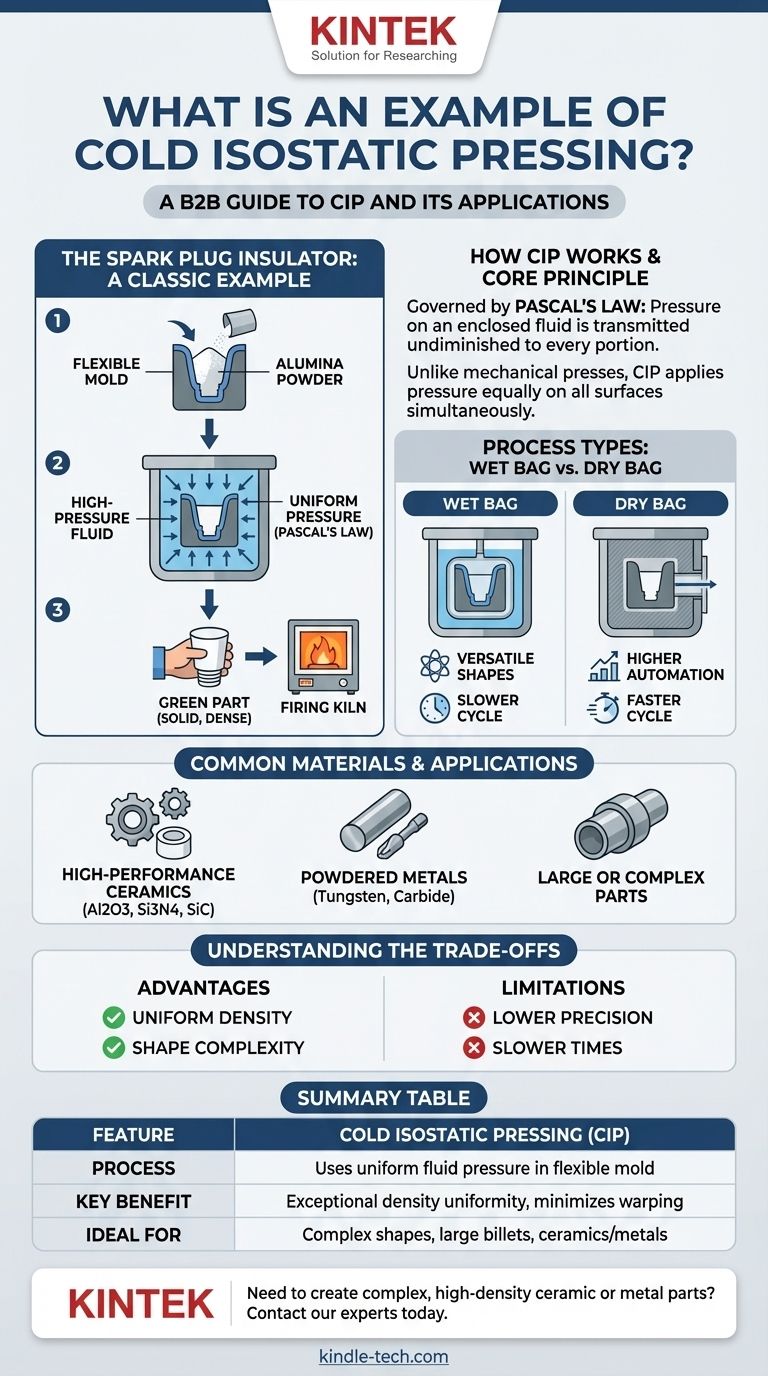
Um exemplo clássico de prensagem isostática a frio (CIP) é a fabricação do isolador cerâmico branco para uma vela de ignição. Neste processo, pó fino de alumina é colocado em um molde flexível, que é então submerso em um fluido de alta pressão. Essa pressão uniforme compacta o pó em uma peça "verde" sólida e densa, que é forte o suficiente para ser manuseada antes de passar pela queima final em um forno.
A prensagem isostática a frio não é meramente um método de conformação; é uma técnica de consolidação de pó. Seu principal objetivo é usar pressão uniforme baseada em fluido para criar componentes com densidade excepcionalmente consistente, o que é fundamental para o desempenho e a confiabilidade de peças feitas de pós cerâmicos ou metálicos.

Como Funciona a Prensagem Isostática a Frio
A prensagem isostática a frio, também conhecida como prensagem hidrostática, é um método para compactar pós em uma massa sólida antes do processamento subsequente, como sinterização ou usinagem. Ela depende de um princípio fundamental da física para alcançar seus resultados únicos.
O Princípio Central: Lei de Pascal
O processo é regido pela Lei de Pascal, que afirma que a pressão exercida sobre um fluido confinado é transmitida sem diminuição a cada porção do fluido e às paredes do recipiente contendo.
Ao contrário de uma prensa mecânica tradicional que aplica força de uma ou duas direções, a CIP envolve a peça com um líquido pressurizado. Isso garante que a pressão seja aplicada igualmente em todas as superfícies simultaneamente.
O Processo "Saco Úmido" vs. "Saco Seco"
Existem dois métodos principais para realizar a CIP:
- Saco Úmido (Wet Bag): O molde flexível, selado e preenchido com pó é imerso diretamente no fluido pressurizador dentro do vaso de pressão. Este método é altamente versátil para vários formatos e tamanhos, mas é tipicamente mais lento devido ao carregamento e descarregamento manuais.
- Saco Seco (Dry Bag): O molde flexível é integrado ao próprio vaso de pressão. O pó é colocado dentro desta membrana permanente, e o fluido pressuriza o exterior da membrana. Esta abordagem permite maior automação e tempos de ciclo mais rápidos.
Por Que é Chamada de "Prensa de Borracha"
O termo "prensa de borracha" é às vezes usado porque o processo depende de um molde ou saco flexível, semelhante à borracha. Este molde é o que separa o pó do fluido pressurizador e traduz a pressão hidrostática em uma força de compactação no pó interno.
Materiais e Aplicações Comuns
A CIP é escolhida quando a densidade uniforme é mais crítica do que a precisão dimensional inicial da peça prensada. É particularmente eficaz para materiais que são difíceis de compactar usando outros métodos.
Cerâmicas de Alto Desempenho
Esta é uma área de aplicação primária para a CIP. Pós como alumina (Al2O3), nitreto de silício (Si3N4) e carbeto de silício (SiC) são compactados para formar componentes de alta resistência, rotores de turbocompressores e esferas de rolamento.
Metais e Ligas em Pó
A CIP é usada para formar tarugos sólidos a partir de metais em pó. Barras de tungstênio, ferramentas de corte de carboneto e tarugos ferrosos de alta liga são frequentemente criados com CIP. Às vezes, é uma etapa intermediária antes de um ciclo final de prensagem isostática a quente (HIP).
Peças Grandes ou Complexas
O processo é ideal para peças que são muito grandes ou têm uma geometria muito complexa para a prensagem convencional em matriz uniaxial. Isso inclui tubos grandes, blocos e componentes especializados de ferramentas industriais.
Entendendo as Compensações
Nenhum processo de fabricação é perfeito para todos os cenários. A escolha da CIP requer a compreensão de suas vantagens e limitações distintas.
Vantagem: Densidade Uniforme
Este é o benefício mais significativo. Ao eliminar o atrito das paredes da matriz encontrado na prensagem uniaxial, a CIP produz peças com praticamente nenhuma variação de densidade. Essa uniformidade minimiza a deformação e a rachadura durante a fase final de sinterização (queima).
Vantagem: Complexidade da Forma
Como a pressão é hidrostática, ela pode compactar eficazmente formas côncavas e convexas complexas, criando peças que seriam impossíveis de fazer em uma matriz rígida.
Limitação: Menor Precisão Dimensional
As peças "verdes" produzidas pela CIP não possuem as tolerâncias dimensionais rigorosas das peças feitas em uma matriz usinada com precisão. A forma final é frequentemente alcançada através da usinagem da peça após ela ser prensada ou, mais comumente, após ser sinterizada.
Limitação: Tempos de Ciclo Mais Lentos
Em comparação com a natureza de alta velocidade da compactação automatizada em matriz, a CIP — especialmente o método de saco úmido — é um processo mais orientado a lotes e mais lento, tornando-o menos adequado para produção de altíssimo volume de peças simples.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do método correto de consolidação de pó depende inteiramente do material, da complexidade da peça e dos seus requisitos de produção.
- Se o seu foco principal é alcançar a densidade uniforme máxima em uma peça cerâmica complexa: A CIP é o método ideal para criar um corpo "verde" consistente para garantir resistência e prevenir falhas durante a sinterização.
- Se o seu foco principal é a fabricação de componentes muito grandes a partir de metal em pó: A CIP fornece uma maneira prática de formar tarugos grandes e densos que são impossíveis de criar com a compactação tradicional em matriz.
- Se o seu foco principal é a produção de alta velocidade e alto volume de formas simples: Uma prensa uniaxial tradicional é provavelmente uma solução mais econômica e rápida.
Em última análise, entender a CIP permite que você selecione a técnica correta de consolidação de pó para garantir a integridade e o desempenho do seu componente final.
Tabela Resumo:
| Característica | Prensagem Isostática a Frio (CIP) |
|---|---|
| Processo | Usa pressão de fluido uniforme para compactar pós em um molde flexível |
| Benefício Principal | Uniformidade de densidade excepcional, minimizando deformação/rachaduras |
| Materiais Comuns | Alumina, nitreto de silício, metais em pó (tungstênio, carboneto) |
| Ideal Para | Formas complexas, tarugos grandes, cerâmicas de alto desempenho |
| Limitação | Menor precisão dimensional inicial em comparação com a prensagem em matriz |
Precisa criar peças cerâmicas ou metálicas complexas e de alta densidade com consistência uniforme?
Na KINTEK, somos especializados em equipamentos de laboratório avançados e consumíveis, incluindo soluções para técnicas de consolidação de pó como a prensagem isostática a frio. Se você está desenvolvendo isoladores de velas de ignição, rotores de turbocompressores ou ferramentas especializadas, nossa experiência garante que você alcance a integridade do material e o desempenho que suas aplicações exigem.
Contate nossos especialistas hoje para discutir como nossas soluções podem otimizar seu processo de fabricação e fornecer resultados confiáveis.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
As pessoas também perguntam
- Como o equipamento de prensagem isostática melhora o contato do ânodo de metal de lítio? Otimize a montagem da sua bateria de estado sólido
- O que é prensagem isostática a quente e a frio? Um Guia para Conformação e Densificação de Materiais
- Por que usar Prensagem Isostática a Frio (CIP) após a prensagem a seco para cerâmicas Gd2O2S:Tb? Alcance densidade e uniformidade máximas.
- O que é pressão isostática a frio? Obtenha Densidade Uniforme para Peças de Pó Complexas
- Que papel desempenha a prensagem isostática a frio na formação de barras de alimentação para o crescimento de monocristais? Garanta Estabilidade.












