Para a brasagem de alumínio, a recomendação padrão é uma chama ligeiramente redutora (carburizante) de um maçarico oxiacetilênico. Este tipo de chama tem um ligeiro excesso de combustível, o que ajuda a proteger o alumínio da oxidação excessiva durante o processo de aquecimento. Uma chama neutra pode ser usada ocasionalmente, mas uma chama redutora oferece uma margem extra de segurança contra a formação da camada teimosa de óxido de alumínio que impede uma brasagem bem-sucedida.
A chave para a brasagem de alumínio não é apenas selecionar uma chama, mas entender que seu principal desafio é vencer a camada de óxido de alumínio. Sua escolha de chama, fluxo e controle de calor são todas ferramentas dedicadas a gerenciar essa barreira invisível.

O Desafio Principal: Compreendendo o Óxido de Alumínio
A brasagem de alumínio é fundamentalmente diferente da brasagem de aço ou cobre devido a uma realidade química que você não pode ver. O sucesso depende inteiramente de como você gerencia essa realidade.
O Problema do Óxido de Alumínio
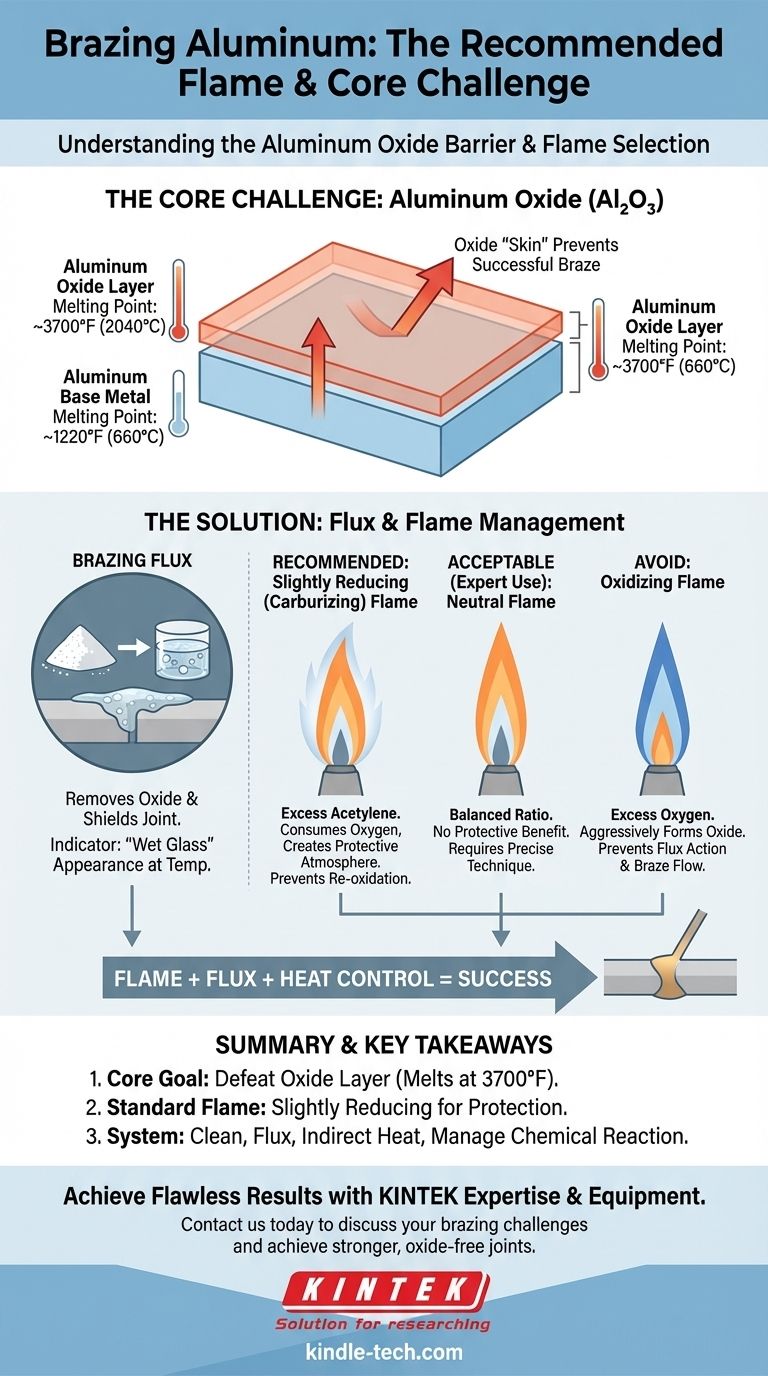
Todo alumínio é coberto por uma camada fina, transparente e incrivelmente resistente de óxido de alumínio (Al₂O₃). Esta camada derrete a cerca de 2040°C (3700°F), enquanto o alumínio subjacente derrete a uma temperatura muito mais baixa, de cerca de 660°C (1220°F).
Se você tentar aquecer o alumínio até a temperatura de brasagem sem lidar com essa camada de óxido, você derreterá o metal base em uma poça muito antes de conseguir romper a "pele" de óxido que o mantém unido.
O Papel do Fluxo
O fluxo de brasagem é a solução química para o problema do óxido. Quando aquecido, o fluxo torna-se ativo e executa duas tarefas críticas: remove a camada de óxido existente e protege a junta do oxigênio do ar, impedindo a formação de novo óxido.
A aparência do fluxo é o seu indicador de temperatura mais importante. Ele ficará claro e líquido, parecendo "vidro molhado", quando a peça de trabalho atingir a temperatura de brasagem correta.
Selecionando a Chama Certa para Alumínio
Sua chama é a ferramenta que você usa para aplicar calor, e suas propriedades químicas têm um impacto direto no óxido de alumínio que você está tentando vencer.
Por que uma Chama Ligeiramente Redutora (Carburizante) é Padrão
Uma chama redutora é criada com um ligeiro excesso de combustível de acetileno. Você pode identificá-la pelo cone interno primário e uma "pena" secundária, branco-azulada, na ponta.
O excesso de combustível não queimado nesta chama consome oxigênio nas proximidades imediatas da junta. Isso cria uma atmosfera protetora que ajuda a prevenir a rápida reformação do óxido de alumínio, facilitando o trabalho do seu fluxo.
O que é uma Chama Neutra?
Uma chama neutra tem uma proporção perfeitamente equilibrada de oxigênio e acetileno. Ela tem um cone interno claro e bem definido e nenhuma pena secundária.
Embora possa ser usada para brasagem de alumínio por um operador habilidoso, ela não oferece nenhum benefício protetor contra a oxidação. É menos tolerante do que uma chama redutora se sua técnica não for perfeita.
Por que Evitar uma Chama Oxidante
Uma chama oxidante, que tem um excesso de oxigênio, é ativamente prejudicial ao soldar alumínio. Esta chama é caracterizada por um cone interno curto e pontiagudo e um som sibilante alto.
O excesso de oxigênio formará agressivamente e rapidamente mais óxido de alumínio na peça de trabalho, trabalhando diretamente contra o seu fluxo e tornando uma brasagem bem-sucedida quase impossível.
Compreendendo as Trocas e Armadilhas
A chama é apenas uma parte de um sistema de três partes: limpeza, fluxo, calor. Um erro em qualquer uma dessas áreas levará ao fracasso.
Superaquecimento e Derretimento do Metal Base
O alumínio dá muito pouco aviso antes de derreter. Ao contrário do aço, ele não brilha em vermelho. O ponto de fusão do material de adição de brasagem é frequentemente muito próximo do ponto de fusão do próprio alumínio, deixando uma janela muito estreita para o sucesso.
Aplicação Incorreta de Calor
Concentre-se em aquecer a peça de trabalho de forma uniforme e ampla. Não aponte a chama diretamente para a vareta de material de adição de brasagem. Permita que o calor do metal base derreta o material de adição, que será então puxado para a junta por ação capilar.
Limpeza ou Aplicação de Fluxo Insuficientes
A chama não consegue superar uma junta suja ou com fluxo mal aplicado. O metal base deve ser limpo mecanicamente com uma escova de aço inoxidável imediatamente antes de aplicar o fluxo. O fluxo deve cobrir todas as superfícies da junta completamente.
Como Aplicar Isso ao Seu Projeto
Sua abordagem deve ser guiada pela precisão exigida e pelo seu nível de experiência.
- Se o seu foco principal é a precisão em peças pequenas: Use uma chama ligeiramente redutora e uma ponta de maçarico menor. Preste muita atenção ao fluxo; assim que ele ficar claro e líquido, introduza a vareta de material de adição na junta.
- Se o seu foco principal é aprender o processo: Pratique em pedaços de sucata da mesma liga de alumínio. Crie deliberadamente chamas redutoras, neutras e oxidantes para ver seus efeitos. Seu objetivo é aprender a reconhecer a aparência de "vidro molhado" do fluxo ativo.
- Se o seu foco principal é obter uma junta forte e livre de óxido: Lembre-se de que a chama é apenas uma parte do sistema. A limpeza meticulosa, a cobertura completa do fluxo e o aquecimento indireto são tão críticos quanto a escolha de uma chama redutora.
Dominar este processo vem da compreensão de que você não está apenas derretendo metal, mas gerenciando uma reação química na superfície da junta.
Tabela Resumo:
| Tipo de Chama | Proporção Acetileno/Oxigênio | Característica Principal | Efeito na Brasagem de Alumínio |
|---|---|---|---|
| Ligeiramente Redutora (Recomendada) | Ligeiro excesso de acetileno | "Pena" branco-azulada na ponta | Protege contra a oxidação, mais segura para o fluxo |
| Neutra | Proporção equilibrada | Cone interno claro e definido | Pode ser usada por especialistas, menos tolerante |
| Oxidante (Evitar) | Excesso de oxigênio | Cone curto e pontiagudo, som sibilante | Forma óxido rapidamente, impede brasagem bem-sucedida |
Obtenha resultados impecáveis na brasagem de alumínio com o equipamento e a experiência certos. A brasagem de alumínio requer controle preciso do calor para gerenciar a camada teimosa de óxido. A KINTEK é especializada em equipamentos e consumíveis de laboratório, atendendo às necessidades de laboratório com ferramentas de aquecimento confiáveis e suporte especializado. Deixe nossa equipe ajudá-lo a selecionar o maçarico perfeito e fornecer orientação para sua aplicação específica. Entre em contato conosco hoje para discutir seus desafios de brasagem e como podemos ajudá-lo a obter juntas mais fortes e livres de óxido.
Guia Visual