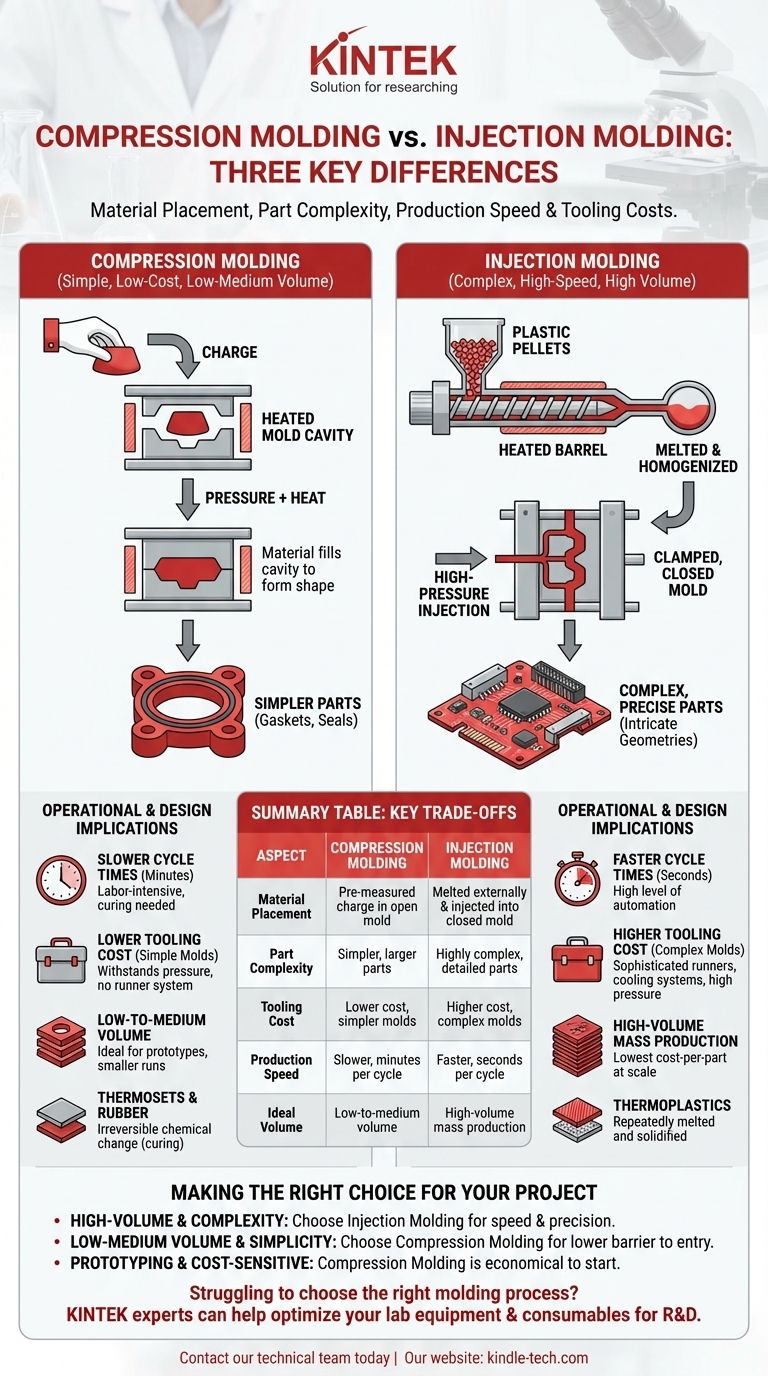
Em termos simples, as três principais diferenças entre moldagem por compressão e moldagem por injeção são o método de colocação do material, a complexidade das peças que podem produzir e a velocidade de produção e os custos de ferramentas associados. Na moldagem por compressão, o material é colocado diretamente em uma cavidade de molde aquecida que então se fecha para formar a peça, enquanto na moldagem por injeção o material é derretido externamente e depois injetado sob alta pressão em um molde fechado.
A distinção central reside em uma troca: a moldagem por compressão é um processo mais simples e de menor custo, ideal para peças grandes e menos complexas em volumes baixos a médios, enquanto a moldagem por injeção é um processo automatizado de alta velocidade, adequado para produzir peças intrincadas e de alta precisão em grandes volumes.

A Diferença Fundamental do Processo
A distinção mais significativa é como e onde a matéria-prima é preparada e formada no produto final. Este passo inicial dita as capacidades e limitações de cada processo.
Como Funciona a Moldagem por Compressão
Na moldagem por compressão, uma quantidade pré-medida de material de moldagem, chamada de carga, é colocada diretamente na metade inferior de uma cavidade de molde aquecida e aberta.
A metade superior do molde é então fechada, aplicando imensa pressão. Essa pressão, combinada com o calor, faz com que o material se espalhe e preencha toda a cavidade, formando-o na forma desejada.
Como Funciona a Moldagem por Injeção
A moldagem por injeção é um processo mais complexo e automatizado. Pellets de plástico são alimentados em uma tremonha, depois derretidos e homogeneizados por um parafuso recíproco dentro de um cilindro aquecido.
Uma vez totalmente fundido, este plástico é injetado com força sob alta pressão em um molde fechado e grampeado. O material preenche os intrincados caminhos e cavidades do molde antes de ser resfriado e ejetado.
Principais Implicações Operacionais e de Design
A diferença na mecânica do processo leva a variações significativas em ferramentas, capacidades de design de peças e eficiência de produção.
Complexidade e Precisão da Peça
A moldagem por injeção se destaca na produção de peças altamente complexas e detalhadas. A injeção de alta pressão pode forçar o material em características minúsculas e intrincadas, permitindo geometrias complexas, paredes finas e tolerâncias de alta precisão.
A moldagem por compressão é mais adequada para peças mais simples, muitas vezes maiores e mais volumosas, como gaxetas, vedações e componentes elétricos. Ela tem dificuldade em preencher os detalhes finos que a moldagem por injeção lida com facilidade.
Ferramentas (Moldes) e Investimento Inicial
As ferramentas para moldagem por compressão são significativamente mais simples e menos caras. O molde só precisa suportar a pressão de fechamento e não requer o complexo sistema de canais e comportas necessário para gerenciar o fluxo do material.
Os moldes de injeção são projetos de engenharia altamente complexos e caros. Eles devem suportar imensas pressões de injeção e incorporar canais sofisticados (canais, comportas, bicos) e sistemas de resfriamento, o que leva a custos iniciais muito mais altos.
Velocidade de Produção e Tempos de Ciclo
Devido ao seu alto nível de automação, a moldagem por injeção é extremamente rápida, com tempos de ciclo frequentemente medidos em segundos. Isso a torna a escolha clara para produção em massa de alto volume.
A moldagem por compressão é um processo mais lento e intensivo em mão de obra. Os ciclos de carregamento da carga, fechamento da prensa, cura e remoção da peça podem levar vários minutos, tornando-a adequada para produções de baixo a médio volume.
Compreendendo as Trocas
A escolha entre esses métodos requer uma compreensão clara dos objetivos do seu projeto, pois as vantagens de um são frequentemente as desvantagens do outro.
A Equação do Custo por Peça
Embora a moldagem por injeção tenha um custo inicial de ferramentas muito alto, seus tempos de ciclo rápidos levam a um custo por peça muito baixo em grandes volumes.
A moldagem por compressão tem um baixo custo inicial de ferramentas, tornando-a ideal para protótipos e tiragens menores. No entanto, seu processo mais lento e manual resulta em um custo por peça mais alto à medida que o volume de produção aumenta.
Considerações sobre o Material
A moldagem por compressão é excepcionalmente adequada para plásticos termofixos e elastômeros como borracha. Esses materiais sofrem uma mudança química irreversível (cura) quando aquecidos, o que o processo de compressão facilita perfeitamente.
Embora alguns termofixos possam ser moldados por injeção, o processo é predominantemente usado para termoplásticos. Esses materiais podem ser repetidamente derretidos e solidificados sem degradação, encaixando-se perfeitamente no ciclo de moldagem por injeção.
Fazendo a Escolha Certa para o Seu Projeto
Sua decisão deve ser guiada por seus requisitos específicos de volume, complexidade, orçamento e material.
- Se seu foco principal é a produção de alto volume de peças complexas: A moldagem por injeção é a escolha superior devido à sua velocidade, precisão e baixo custo por unidade em escala.
- Se seu foco principal é a produção de baixo a médio volume de peças grandes e simples: A moldagem por compressão oferece uma barreira de entrada muito menor com suas ferramentas acessíveis.
- Se seu foco principal é a prototipagem sensível ao custo ou as tiragens de produção iniciais: O baixo investimento em ferramentas da moldagem por compressão a torna a opção mais econômica para começar.
Compreender essas diferenças operacionais essenciais permite que você selecione o processo de fabricação que se alinha perfeitamente com seus objetivos técnicos e financeiros.
Tabela Resumo:
| Aspecto | Moldagem por Compressão | Moldagem por Injeção |
|---|---|---|
| Colocação do Material | Carga pré-medida colocada em molde aberto | Material derretido externamente e injetado em molde fechado |
| Complexidade da Peça | Peças mais simples e maiores (gaxetas, vedações) | Peças altamente complexas e detalhadas com paredes finas |
| Custo da Ferramenta | Moldes mais simples e de menor custo | Moldes complexos e de maior custo com canais/comportas |
| Velocidade de Produção | Mais lenta, minutos por ciclo | Mais rápida, segundos por ciclo |
| Volume Ideal | Volume baixo a médio | Produção em massa de alto volume |
| Adequação do Material | Excelente para termofixos e borracha | Principalmente para termoplásticos |
Com dificuldade para escolher o processo de moldagem certo para seus materiais? Os especialistas da KINTEK podem ajudar! Somos especializados no fornecimento de equipamentos e consumíveis de laboratório que apoiam a P&D de moldagem por compressão e injeção. Seja você prototipando com moldagem por compressão ou escalando com moldagem por injeção, nossas soluções garantem precisão e eficiência.
Entre em contato com nossa equipe técnica hoje para discutir sua aplicação específica e descobrir como a KINTEK pode otimizar seus processos de moldagem.
Guia Visual
Produtos relacionados
- Molde de Prensa de Bolas para Laboratório
- Pequena Máquina de Moldagem por Injeção para Uso em Laboratório
- Molde de Prensagem Bidirecional Redondo para Laboratório
- Molde de Prensagem de Pastilhas de Pó de Laboratório com Anel de Plástico XRF & KBR para FTIR
- Molde de Prensagem de Anel para Aplicações Laboratoriais
As pessoas também perguntam
- Qual é o propósito dos dispositivos de pressão especializados em baterias de estado sólido de sulfeto? Garantir a Estabilidade Químico-Mecânica
- O que é o método de molde de pressão? Um Guia para Formas Cerâmicas Consistentes e Detalhadas
- Quais são as vantagens de usar uma prensa hidráulica de laboratório para prensagem a quente? Alcançar a Densidade Máxima de Nano-Compósitos
- Como usar um molde de prensa? Domine a Arte de Criar Formas Cerâmicas Consistentes
- Quais são as funções da pressão hidráulica na soldagem por difusão? Integração Mestra de Materiais Compósitos Superiores


















