A principal vantagem da forja por prensagem é a sua capacidade de proporcionar uma deformação lenta, controlada e uniforme em todo o volume da peça. Ao contrário dos impactos superficiais e rápidos de um martelo, a pressão contínua de uma prensa de forja trabalha o metal da superfície ao seu núcleo. Isso resulta numa estrutura de grão mais refinada, propriedades mecânicas superiores e maior precisão dimensional, especialmente para componentes grandes e complexos.
Enquanto a forja por martelo molda o metal com impactos superficiais rápidos, a forja por prensagem usa pressão lenta e contínua para moldar todo o componente. Esta diferença fundamental torna a forja por prensagem a escolha superior para peças grandes e ligas de alto desempenho onde a integridade estrutural interna é o fator crítico.

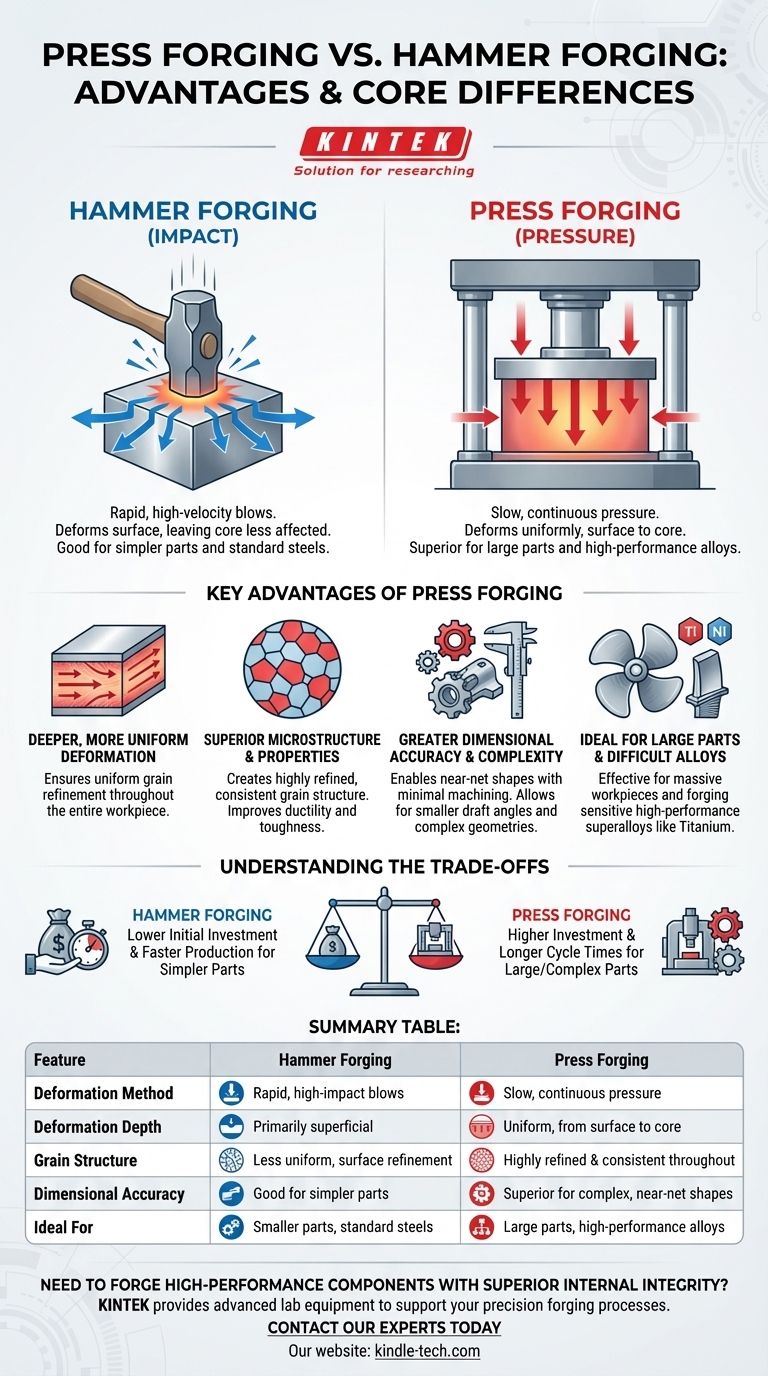
A Diferença Central: Impacto vs. Pressão
A escolha entre forja por martelo e por prensagem resume-se a como a energia é transferida para a peça. Esta única diferença dita o resultado de todo o processo.
Forja por Martelo: Uma Série de Batidas Rápidas
Um martelo de forja atua como um velocista, entregando a sua energia num surto curto e de alta velocidade. O martelo atinge a peça, e a sua energia cinética é transferida quase instantaneamente.
Este impacto rápido deforma principalmente a superfície do metal. O tempo de contato é demasiado curto para que a força e o calor penetrem totalmente, deixando frequentemente o núcleo da peça menos afetado.
Forja por Prensagem: Um Único Aperto Contínuo
Uma prensa de forja é como um levantador de peso, aplicando força imensa de forma lenta e controlada. Ela espreme o metal para a forma em vez de o atingir.
Este contato prolongado permite que a pressão penetre profundamente no material, deformando a peça uniformemente em toda a sua secção transversal.
Vantagens Chave da Forja por Prensagem
A distinção "apertar vs. bater" confere à forja por prensagem várias vantagens técnicas distintas para aplicações específicas.
Deformação Mais Profunda e Uniforme
Como a prensa aplica a força lentamente, ela supera a resistência interna do material de forma uniforme. Isto garante que a estrutura de grão no centro da peça seja refinada tanto quanto a estrutura na superfície.
Isto é crucial para componentes grandes onde propriedades inconsistentes entre o núcleo e a superfície podem levar a falhas sob tensão.
Microestrutura e Propriedades Mecânicas Superiores
A deformação uniforme alcançada através da forja por prensagem cria uma estrutura de grão altamente refinada e consistente. Isto leva diretamente a propriedades mecânicas melhoradas como ductilidade e tenacidade.
O processo evita a tensão localizada e o potencial de microfissuras que podem ocorrer com a natureza de alto impacto da forja por martelo, especialmente em ligas sensíveis.
Maior Precisão Dimensional e Complexidade
A forja por prensagem permite um controlo excecional. Esta precisão possibilita a criação de formas quase finais (near-net shapes) — peças que estão muito próximas das suas dimensões finais e requerem usinagem subsequente mínima.
Também permite designs com ângulos de partida (draft angles) menores (a conicidade nas laterais da peça), possibilitando geometrias mais complexas que seriam impossíveis de alcançar com um martelo.
Ideal para Peças Grandes e Ligas Difíceis
Para componentes muito grandes, o impacto de um martelo pode não ter energia suficiente para deformar o núcleo. Uma prensa, no entanto, pode aplicar força suficiente ao longo do tempo para moldar peças maciças.
Além disso, materiais de alto desempenho como titânio e superligas à base de níquel reagem mal a impactos rápidos e podem rachar. A deformação lenta e controlada de uma prensa é essencial para forjar estes materiais avançados com sucesso.
Compreendendo as Compensações
A forja por prensagem não é universalmente superior. A escolha ideal depende inteiramente do tamanho, material e volume de produção do componente. A forja por martelo continua a ser um processo altamente eficaz para muitas aplicações.
Custo e Investimento Inicial
As prensas de forja, especialmente as hidráulicas grandes, representam um investimento de capital significativamente maior do que os martelos de forja. Isto torna a forja por martelo um ponto de entrada mais acessível para muitas operações.
Velocidade de Produção para Peças Mais Simples
Para componentes menores e menos complexos, a sucessão rápida de batidas de um martelo pode resultar num tempo de ciclo por peça mais rápido em comparação com o aperto lento de uma prensa.
Adequação do Material
Alguns materiais respondem bem à alta taxa de deformação da forja por martelo. Para aços carbono e ligados mais simples em configurações menores, a martelagem é um método extremamente eficiente e eficaz para moldagem e refino de grão.
Fazendo a Escolha Certa para o Seu Componente
A sua decisão final deve ser impulsionada pelos requisitos específicos da peça acabada, e não pela crença de que um processo é simplesmente "melhor" do que o outro.
- Se o seu foco principal é o desempenho mecânico final e a integridade interna: Escolha a forja por prensagem pela sua refinação uniforme do grão, especialmente para peças críticas aeroespaciais, de geração de energia ou industriais.
- Se o seu foco principal é produzir formas quase finais grandes e complexas: A forja por prensagem oferece controlo dimensional superior e a capacidade de formar geometrias intrincadas com menos usinagem.
- Se o seu foco principal é trabalhar com superligas de alto desempenho ou titânio: A deformação lenta e controlada da forja por prensagem é essencial para evitar fissuras e garantir a qualidade metalúrgica.
- Se o seu foco principal é a produção económica de peças menores e mais simples a partir de aços padrão: A forja por martelo proporciona tempos de ciclo mais rápidos e requer um investimento de capital inicial menor.
Em última análise, selecionar o processo correto requer uma compreensão clara do seu material, geometria do componente e requisitos de desempenho final.
Tabela de Resumo:
| Característica | Forja por Martelo | Forja por Prensagem |
|---|---|---|
| Método de Deformação | Batidas rápidas e de alto impacto | Pressão lenta e contínua |
| Profundidade de Deformação | Principalmente superficial | Uniforme, da superfície ao núcleo |
| Estrutura de Grão | Menos uniforme, refino superficial | Altamente refinada e consistente em toda a parte |
| Precisão Dimensional | Boa para peças mais simples | Superior para formas complexas e quase finais |
| Ideal Para | Peças menores, aços padrão | Peças grandes, ligas de alto desempenho (titânio, superligas) |
Precisa forjar componentes de alto desempenho com integridade interna superior?
Na KINTEK, especializamo-nos em fornecer equipamentos de laboratório avançados e consumíveis que apoiam o desenvolvimento e o controlo de qualidade de processos de forja de precisão. Quer esteja a trabalhar com titânio, superligas ou outros materiais avançados, as nossas soluções ajudam a garantir que os seus materiais cumprem os mais altos padrões.
Contacte os nossos especialistas hoje mesmo para discutir como a KINTEK pode apoiar as necessidades do seu laboratório em testes e análise de materiais.
Guia Visual
Produtos relacionados
- Molde de Prensagem Bidirecional Redondo para Laboratório
- Molde de Prensagem de Anel para Aplicações Laboratoriais
- Molde de Prensagem Anti-Rachadura para Uso em Laboratório
- Molde de Prensa Quadrado para Aplicações Laboratoriais
- Molde de Prensa Cilíndrico para Aplicações de Laboratório
As pessoas também perguntam
- Por que são necessários moldes de pressão com paredes internas de resina não condutora para testes de bateria? Garanta a precisão dos dados
- Como usar um molde de prensa? Domine a Arte de Criar Formas Cerâmicas Consistentes
- Qual é a função principal da prensagem em molde para pós LAGP? Alcançar eletrólitos sólidos de alto desempenho
- Quais são as vantagens de usar moldes de grafite de prensagem bidirecional na prensagem a quente a vácuo de compósitos de prata e diamante?
- Qual é a função dos moldes de prensagem durante a preparação de compósitos SiCf/Ti-43Al-9V? Alcançar Precisão Estrutural

















