As principais vantagens de um reator de leito fixo são sua alta taxa de conversão por unidade de volume, simplicidade de construção e eficiência na operação contínua. Ao preencher um vaso com partículas de catalisador sólido, ele cria uma enorme área de superfície para que as reações químicas ocorram à medida que os reagentes fluem, tornando-o um pilar das indústrias química e de processo para reações em fase gasosa.
A principal força de um reator de leito fixo reside em sua capacidade de maximizar o contato entre reagentes e um catalisador sólido em um design simples e de fluxo contínuo. Isso o torna excepcionalmente eficiente para processos industriais específicos e em larga escala, onde a alta conversão é o objetivo principal.

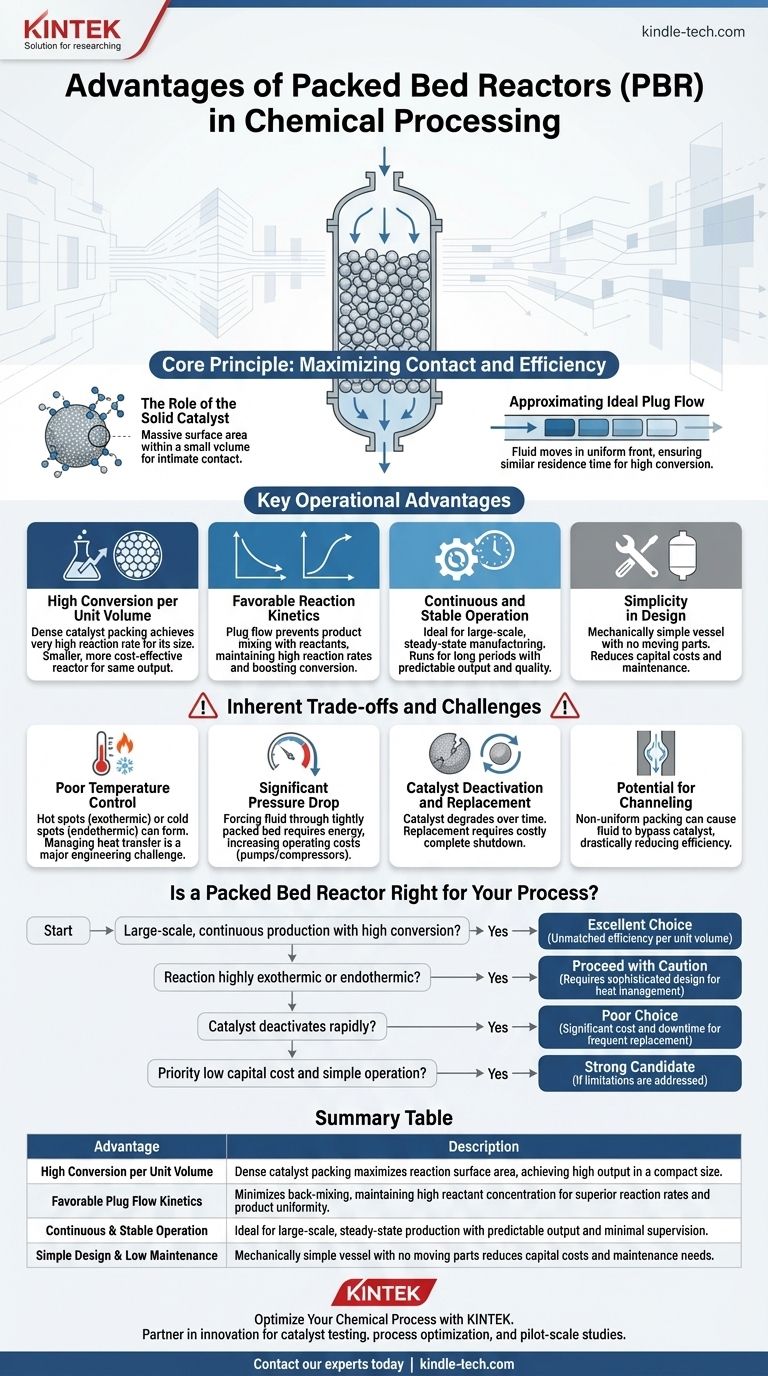
O Princípio Central: Maximizando o Contato e a Eficiência
Para entender as vantagens de um reator de leito fixo (PBR), você deve primeiro compreender seu princípio operacional fundamental. Ele é projetado para facilitar uma reação entre um fluido (gás ou líquido) e um catalisador sólido.
O Papel do Catalisador Sólido
Um PBR é essencialmente um tubo ou vaso preenchido com pastilhas de catalisador. Este "leito fixo" cria uma enorme área de superfície dentro de um volume relativamente pequeno.
À medida que o fluido reagente passa pelo leito, ele é forçado a um contato íntimo com a superfície do catalisador, onde a reação ocorre. Essa alta proporção catalisador-reagente é um fator chave de sua eficiência.
Aproximando o Fluxo de Pistão Ideal
Em um PBR ideal, o fluido se move através do reator como uma série de "pistões" coerentes com mínima mistura axial. Isso é conhecido como fluxo de pistão.
Pense em uma cafeteira de percolação: a água flui através do pó de café em uma frente uniforme, extraindo o sabor à medida que avança, sem que o café coado se misture com a água fresca. Essa progressão ordenada garante que todos os reagentes tenham um tempo de residência semelhante, levando a uma qualidade de produto mais uniforme e maior conversão.
Vantagens Operacionais Chave Explicadas
O design fundamental do PBR gera vários benefícios operacionais e econômicos significativos, tornando-o o reator de escolha para muitas aplicações industriais.
Alta Conversão por Unidade de Volume
Como o volume do reator é densamente preenchido com catalisador, o PBR atinge uma taxa de reação muito alta para seu tamanho. Isso contrasta fortemente com outros tipos de reatores, como um Reator de Tanque Agitado Contínuo (CSTR), onde a concentração de catalisador é muito menor.
Essa eficiência significa que você pode construir um reator menor e menos caro para atingir a mesma produção.
Cinética de Reação Favorável
O comportamento de fluxo de pistão impede que os produtos se misturem com os reagentes de entrada. Isso é crítico porque, em muitas reações, a presença do produto pode diminuir a taxa de reação.
Ao manter os reagentes concentrados na entrada e permitir que a concentração do produto aumente ao longo do comprimento do reator, o PBR mantém uma taxa de reação média mais alta, impulsionando ainda mais a conversão.
Operação Contínua e Estável
Os reatores de leito fixo são projetados para operação contínua, o que é ideal para fabricação em larga escala. Uma vez que o processo atinge um estado estacionário, ele pode funcionar por longos períodos com supervisão mínima.
Essa estabilidade leva a uma produção e qualidade de produto previsíveis, o que é essencial para a produção de produtos químicos básicos, como a síntese de amônia ou ácido sulfúrico.
Simplicidade no Design
O próprio reator é mecanicamente simples, muitas vezes apenas um vaso com uma entrada e uma saída, sem peças móveis. Essa simplicidade reduz os custos de capital iniciais e minimiza os requisitos de manutenção em comparação com sistemas de reatores mais complexos.
Compreendendo as Compensações e Desafios Inerentes
Nenhum projeto de reator é universalmente superior. As vantagens do PBR vêm com compensações significativas que devem ser cuidadosamente gerenciadas. Reconhecer essas limitações é fundamental para tomar uma decisão informada.
Controle de Temperatura Ruim
Esta é, sem dúvida, a desvantagem mais significativa de um PBR. Para reações altamente exotérmicas (reações que liberam calor), podem se formar pontos quentes perigosos dentro do leito, potencialmente danificando o catalisador ou causando reações descontroladas.
Por outro lado, para reações endotérmicas (reações que absorvem calor), podem se desenvolver "pontos frios", efetivamente interrompendo a reação nessas zonas. Gerenciar a transferência de calor através de um leito fixo é um grande desafio de engenharia.
Queda de Pressão Significativa
Forçar um fluido, especialmente um gás, através de um leito densamente compactado de partículas requer uma quantidade significativa de energia. Isso resulta em uma queda de pressão da entrada do reator para a saída.
Essa queda de pressão aumenta os custos operacionais devido à necessidade de bombas ou compressores mais potentes.
Desativação e Substituição do Catalisador
O catalisador não dura para sempre. Com o tempo, ele pode ser envenenado, coqueificado ou fisicamente degradado.
Em um PBR, a substituição do catalisador requer uma paralisação completa do processo. Esse tempo de inatividade pode ser extremamente caro para operações em larga escala, ao contrário de um reator de leito fluidizado, onde o catalisador pode ser adicionado e removido continuamente.
Potencial de Canalização
Se o leito não for compactado uniformemente, o fluido pode encontrar um caminho de menor resistência e "canalizar" através de uma seção específica. Isso significa que uma grande parte do caro catalisador é ignorada, reduzindo drasticamente a eficiência geral do reator.
Um Reator de Leito Fixo é Adequado para o Seu Processo?
Escolher um reator é uma questão de alinhar suas características com seus objetivos de processo específicos.
- Se seu foco principal é a produção contínua em larga escala com alta conversão: O PBR é uma excelente escolha, oferecendo eficiência inigualável por unidade de volume para muitas reações catalíticas em fase gasosa.
- Se sua reação é altamente exotérmica ou endotérmica: Você deve proceder com cautela. Um PBR pode não ser adequado, a menos que um design sofisticado (por exemplo, um reator multitubular) seja usado para gerenciar a carga de calor de forma eficaz.
- Se seu catalisador desativa rapidamente: Um PBR provavelmente é uma escolha ruim devido ao custo significativo e à interrupção operacional associados a paralisações frequentes para substituição do catalisador.
- Se sua prioridade é baixo custo de capital e operação simples e estável: A simplicidade mecânica e a natureza contínua do PBR o tornam um candidato muito forte, desde que suas limitações sejam abordadas.
Em última análise, compreender esses princípios e compensações essenciais o capacita a selecionar a ferramenta certa para o trabalho, garantindo um processo químico eficiente e econômico.
Tabela Resumo:
| Vantagem | Descrição |
|---|---|
| Alta Conversão por Unidade de Volume | O empacotamento denso do catalisador maximiza a área de superfície de reação, alcançando alta produção em um tamanho compacto. |
| Cinética de Fluxo de Pistão Favorável | Minimiza a retro-mistura, mantendo alta concentração de reagentes para taxas de reação superiores e uniformidade do produto. |
| Operação Contínua e Estável | Ideal para produção em larga escala, em estado estacionário, com produção previsível e supervisão mínima. |
| Design Simples e Baixa Manutenção | Vaso mecanicamente simples, sem peças móveis, reduz os custos de capital e as necessidades de manutenção. |
Otimize seu Processo Químico com a KINTEK
Você busca maximizar a conversão e a eficiência em sua produção em larga escala? Os princípios de um reator de leito fixo — alta área de superfície, fluxo de pistão e operação contínua — são fundamentais para alcançar esses objetivos. Na KINTEK, somos especialistas em fornecer equipamentos e consumíveis robustos de laboratório que ajudam você a modelar, testar e escalar esses processos críticos de forma eficiente.
Nossa expertise apoia indústrias em:
- Teste e Desenvolvimento de Catalisadores: Garanta o desempenho e a longevidade ideais para seus sistemas de leito fixo.
- Otimização de Processos: Ajuste parâmetros como temperatura e taxas de fluxo para rendimento máximo.
- Estudos em Escala Piloto: Preencha a lacuna entre a pesquisa de laboratório e a produção industrial em grande escala com segurança.
Deixe a KINTEK ser sua parceira em inovação. Entre em contato com nossos especialistas hoje para discutir como nossas soluções podem aprimorar o design do seu reator e a eficiência do processo.
Guia Visual
Produtos relacionados
As pessoas também perguntam
- Qual o papel de um reator de alta temperatura e alta pressão na síntese de CoFe2O4/Fe? Desbloqueando a Precisão Core-Shell
- Por que o argônio é melhor que o nitrogênio para atmosfera inerte? Garanta Reatividade e Estabilidade Absolutas
- Função do Reator HTHP na Preparação do Precursor Fe-TN? Alcançar Nanofibras de Alta Relação de Aspecto
- Como a pressão inicial de oxigênio afeta a oxidação úmida de lodo farmacêutico? Domine a Profundidade da Sua Oxidação
- Que equipamento é necessário para reações de alta pressão e alta temperatura? Domine a Química Extrema com Segurança
