Em sua essência, a diferença entre a Prensagem Isostática a Frio (CIP) e a Prensagem Isostática a Quente (HIP) reside em uma variável crítica: o calor. O CIP usa apenas pressão alta e uniforme à temperatura ambiente para compactar pós em uma forma sólida. Em contraste, o HIP aplica pressão alta e alta temperatura simultaneamente para criar materiais totalmente densos com propriedades mecânicas superiores.
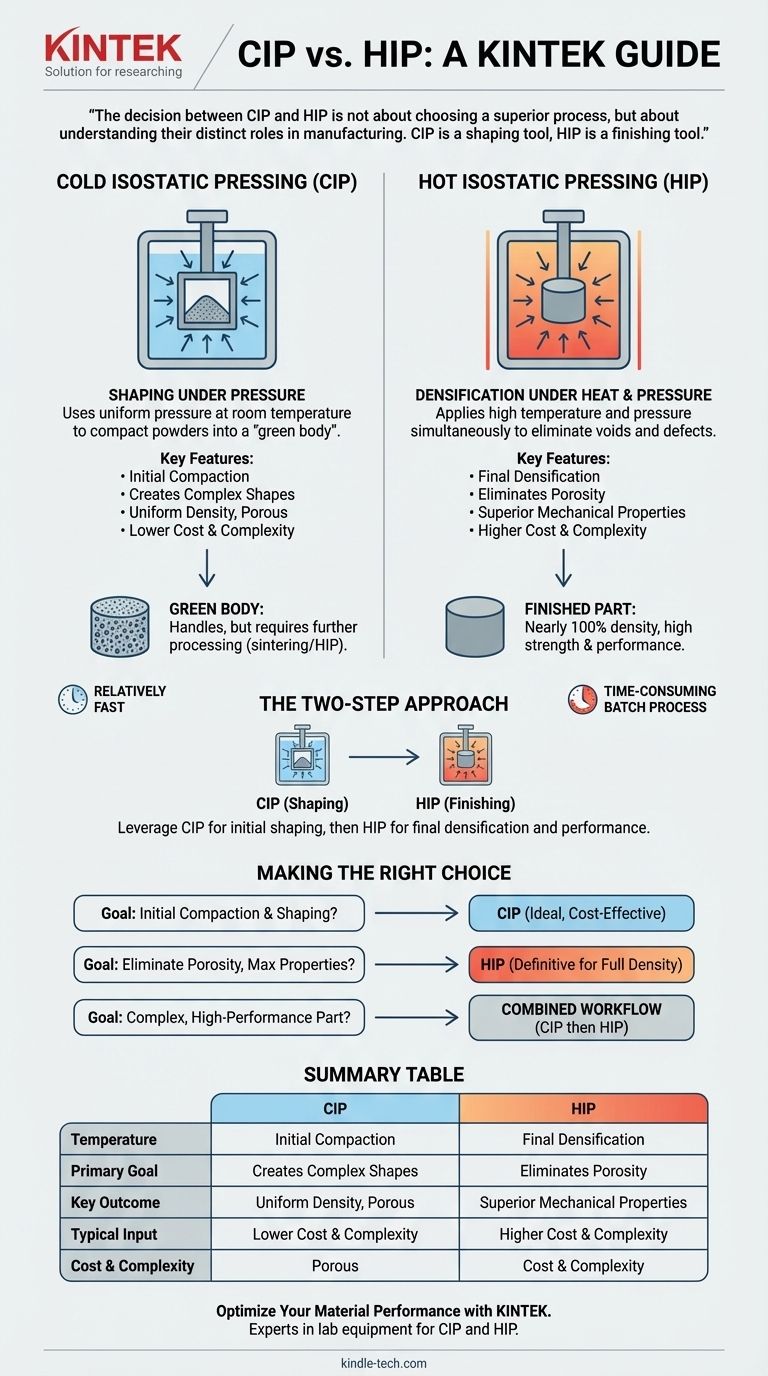
A decisão entre CIP e HIP não é sobre escolher um processo superior, mas sobre entender seus papéis distintos na fabricação. O CIP é uma ferramenta de conformação para compactação inicial, enquanto o HIP é uma ferramenta de acabamento para atingir densidade e desempenho máximos.

A Diferença Fundamental do Processo: A Adição de Calor
Os nomes "isostática a frio" e "isostática a quente" são bastante literais. A adição de energia térmica no processo HIP muda completamente seu propósito e resultado em comparação com a compactação a frio do CIP.
Prensagem Isostática a Frio (CIP): Conformação Sob Pressão
O CIP envolve colocar o pó em um molde flexível, que é então submerso em um meio líquido. Este líquido é pressurizado, exercendo pressão uniforme de todas as direções sobre o molde.
O objetivo principal do CIP é compactar o pó em um objeto sólido uniformemente denso, conhecido como "corpo verde". Esta peça tem resistência suficiente para ser manuseada, mas ainda é porosa e requer um processo térmico subsequente, como sinterização ou HIP, para atingir suas propriedades finais.
Prensagem Isostática a Quente (HIP): Adensamento Sob Calor e Pressão
O HIP pega um componente — que pode ser uma peça fundida de metal, uma peça impressa em 3D ou um "corpo verde" do CIP — e o coloca dentro de uma câmara de alta pressão. A câmara é preenchida com um gás inerte (tipicamente Argônio) e aquecida a temperaturas extremas.
A combinação de calor intenso e pressão de gás uniforme força os vazios internos e a porosidade do material a colapsar e a se ligarem metalurgicamente. O objetivo principal do HIP não é conformar a peça, mas sim eliminar defeitos internos e atingir quase 100% de densidade.
Comparando os Resultados e Aplicações
Embora ambos os processos usem pressão isostática (uniforme, em todas as direções), suas aplicações e as características resultantes do material são vastamente diferentes.
Propriedades e Desempenho do Material
Peças produzidas por CIP não são produtos acabados. Elas são porosas, frágeis e possuem baixa resistência mecânica. Seu valor reside na densidade uniforme, que evita empenamento durante a etapa subsequente de sinterização ou adensamento.
O HIP produz materiais com propriedades vastamente melhoradas. Ao eliminar a porosidade interna, o HIP melhora significativamente a uniformidade, a ductilidade, a resistência à fadiga e a resistência mecânica geral, tornando-o essencial para componentes de alto desempenho e críticos para a missão.
Complexidade Geométrica
O CIP é um excelente método para criar uma forma inicial, intrincada, a partir de uma fonte de pó. O molde flexível permite que geometrias complexas sejam formadas no estado "verde".
O HIP é usado para adensar peças que já possuem sua forma próxima à final, incluindo aquelas com geometrias complexas. É uma etapa de acabamento para componentes críticos onde defeitos internos não podem ser tolerados, independentemente de sua complexidade. Muitas vezes, uma peça é primeiro formada usando um método como CIP ou fabricação aditiva, e depois adensada usando HIP.
Entendendo as Compensações
A escolha de um processo requer uma compreensão clara dos custos, benefícios e limitações de cada método.
Custo e Complexidade do Processo
O CIP é um processo relativamente rápido e econômico. O equipamento opera à temperatura ambiente, tornando-o mais simples e menos intensivo em energia.
O HIP é um processo em lote significativamente mais caro e demorado. A necessidade de gerenciar com segurança temperaturas extremas e altas pressões de gás requer equipamentos especializados e de alto custo de capital e tempos de ciclo mais longos.
A Abordagem em Duas Etapas
É comum que esses processos sejam usados em conjunto. Um fabricante pode usar o CIP para formar uma peça complexa de forma econômica a partir do pó e, em seguida, usar o processo HIP, mais caro, como etapa final para atingir a densidade e o desempenho necessários para uma aplicação crítica.
Esta abordagem combinada aproveita os pontos fortes de cada método: CIP para conformação e HIP para aprimoramento final das propriedades.
Fazendo a Escolha Certa para o Seu Objetivo
Sua seleção depende inteiramente do que você precisa alcançar em seu fluxo de trabalho de fabricação.
- Se seu foco principal é criar um "corpo verde" uniforme a partir do pó para processamento subsequente: O CIP é a escolha ideal e econômica para compactação e conformação iniciais.
- Se seu foco principal é eliminar a porosidade interna e maximizar as propriedades mecânicas de uma peça acabada: O HIP é o processo definitivo para atingir a densidade total e desempenho superior.
- Se seu foco principal é fabricar uma peça complexa e de alto desempenho a partir de uma fonte de pó: Use um fluxo de trabalho combinado, começando com CIP para formar a forma e finalizando com HIP para atingir as especificações finais.
Ao entender seus papéis distintos, você pode alavancar o CIP para conformação e o HIP para desempenho final para otimizar seu processo de fabricação.
Tabela de Resumo:
| Característica | Prensagem Isostática a Frio (CIP) | Prensagem Isostática a Quente (HIP) |
|---|---|---|
| Temperatura | Temperatura Ambiente | Alta Temperatura (até 2000°C+) |
| Objetivo Principal | Conformar pó em um "corpo verde" | Eliminar porosidade; atingir quase 100% de densidade |
| Resultado Chave | Compacto uniforme e poroso para processamento posterior | Peça totalmente densa com propriedades mecânicas superiores |
| Entrada Típica | Pó | Peças fundidas, peças impressas em 3D ou "corpos verdes" de CIP |
| Custo e Complexidade | Custo mais baixo, processo mais simples | Custo mais alto, processo em lote complexo |
Otimize o Desempenho do Seu Material com a KINTEK
A escolha entre CIP e HIP é fundamental para alcançar a densidade, resistência e geometria desejadas em seus componentes. Se você precisa de uma solução de conformação eficiente ou de um processo de adensamento final para peças críticas para a missão, a KINTEK tem a experiência e o equipamento para apoiar os objetivos do seu laboratório.
Somos especializados em fornecer equipamentos de laboratório e consumíveis de alta qualidade para todas as suas necessidades de processamento de materiais. Deixe que nossos especialistas ajudem você a selecionar a prensa correta para sua aplicação.
Entre em contato com a KINTEK hoje para discutir como nossas soluções de prensagem isostática podem aprimorar seu fluxo de trabalho de fabricação.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
As pessoas também perguntam
- Quais vantagens uma prensa isostática a quente oferece em relação a uma prensa uniaxial tradicional para folhas de eletrólito Li6PS5Cl?
- Por que as Prensas Isostáticas a Quente (WIP) são necessárias para baterias de estado sólido? Alcançar contato em nível atômico
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo
- Qual é a função de uma Prensa Isostática a Quente (WIP) em células de bolsa totalmente de estado sólido? Otimizar a Densidade da Bateria

















