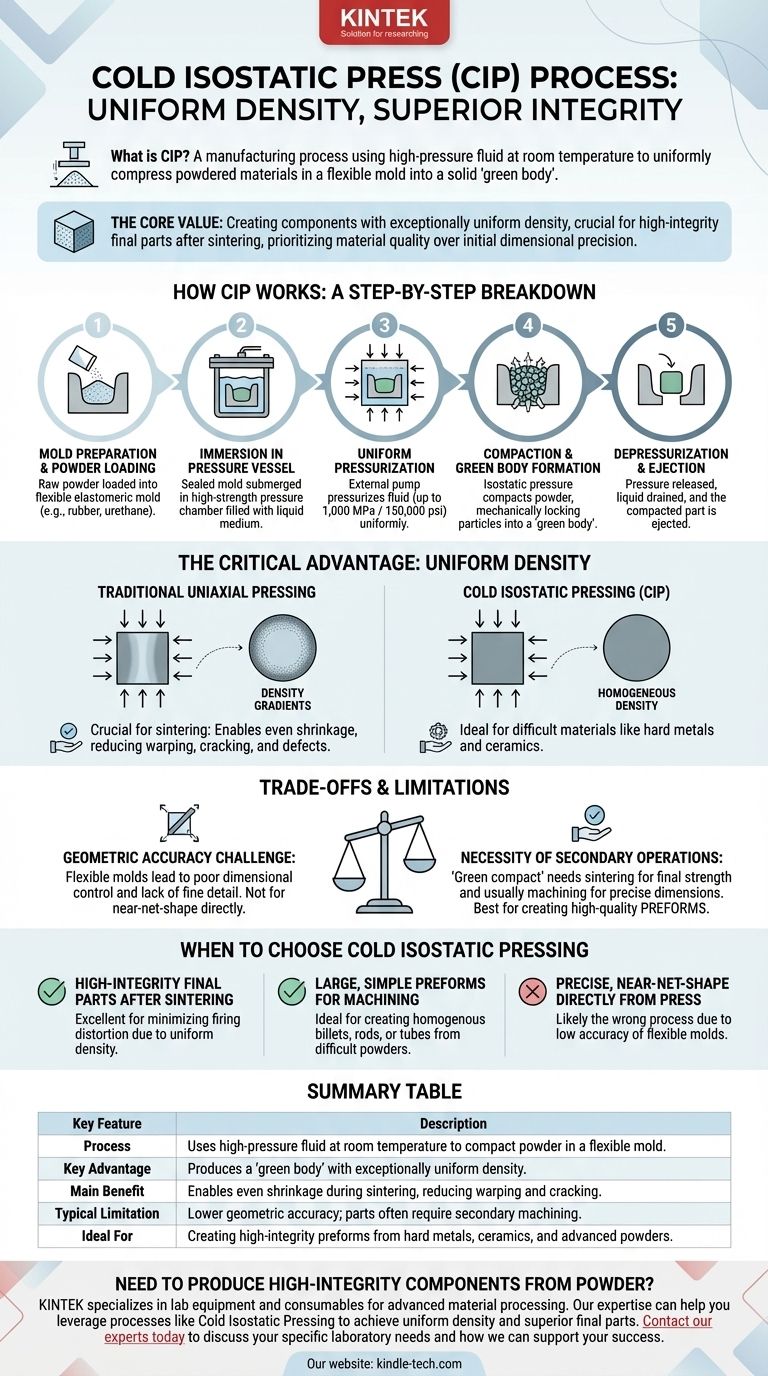
Em sua essência, a Prensagem Isostática a Frio (CIP) é um processo de fabricação que utiliza fluido de alta pressão em temperatura ambiente para comprimir uniformemente materiais em pó. O pó é selado em um molde flexível e submerso em um líquido, que é então pressurizado por todos os lados para compactar o pó em uma forma sólida e coesa conhecida como "corpo verde".
O verdadeiro valor do CIP não é simplesmente criar uma forma sólida, mas criar um componente com densidade excepcionalmente uniforme. Essa uniformidade é a chave para produzir peças finais de alta integridade após a queima subsequente, mesmo que isso signifique sacrificar a precisão dimensional inicial.

Como Funciona a Prensagem Isostática a Frio: Uma Análise Passo a Passo
O processo CIP é conceitualmente simples, mas poderoso em sua execução. Ele transforma pó solto em um objeto sólido através da aplicação metódica de pressão imensa e uniforme.
Passo 1: Preparação do Molde e Carregamento do Pó
Primeiro, a matéria-prima em forma de pó é carregada em um molde flexível e elastomérico. Esses moldes são tipicamente feitos de materiais como borracha, uretano ou cloreto de polivinila que podem se deformar facilmente sob pressão.
Passo 2: Imersão no Recipiente de Pressão
O molde preenchido e selado é colocado dentro de uma câmara de pressão de alta resistência. Este recipiente é projetado para suportar carregamento severo e cíclico de pressões extremamente altas.
Passo 3: Pressurização Uniforme
A câmara é preenchida com um meio líquido, geralmente água com um inibidor de corrosão ou um óleo especializado. Uma bomba externa pressuriza este fluido, às vezes a níveis tão altos quanto 1.000 MPa (150.000 psi).
Passo 4: Compactação e Formação do Corpo Verde
O líquido transmite a pressão de forma igual e simultânea a todas as superfícies do molde flexível. Essa pressão isostática colapsa o molde, compactando as partículas de pó internas e travando-as mecanicamente. A peça sólida resultante é chamada de "compacto verde" ou "corpo verde".
Passo 5: Despressurização e Ejeção
Após uma breve espera, a pressão é liberada e o líquido é drenado. O molde retorna à sua forma original, permitindo a fácil remoção da peça recém-formada e compactada.
A Vantagem Crítica: Densidade Uniforme
A característica definidora do CIP é a qualidade do componente que ele produz. Ao contrário de outros métodos de prensagem, o uso de pressão de fluido garante um resultado singularmente homogêneo.
Por Que a Pressão Isostática é Importante
Na prensagem uniaxial tradicional, onde a pressão é aplicada a partir de uma ou duas direções, os gradientes de densidade são comuns. As áreas mais próximas da prensa são mais densas do que as do centro. A pressão isostática elimina esse problema, garantindo que cada parte do componente tenha uma densidade consistente.
O Benefício para o Pós-processamento
Essa densidade uniforme é crucial para operações secundárias, especialmente a sinterização (queima em alta temperatura para ligar completamente as partículas). Um corpo verde uniformemente denso encolherá de forma previsível e uniforme durante a sinterização, reduzindo drasticamente o risco de empenamento, rachaduras ou defeitos internos.
Aplicações para Materiais Difíceis
O CIP é excepcionalmente adequado para pós que são difíceis de prensar usando métodos convencionais. Isso inclui metais duros, cerâmicas e outros materiais avançados que não se compactam facilmente sob força direcional.
Entendendo as Compensações e Limitações
Embora poderoso, o CIP não é uma solução universal. Suas características únicas criam compensações específicas que são críticas de entender.
O Desafio da Precisão Geométrica
A principal desvantagem do CIP é a sua baixa precisão geométrica. O mesmo molde flexível que permite pressão uniforme também resulta em controle dimensional deficiente e falta de detalhes finos. A forma final não terá tolerâncias apertadas diretamente da prensa.
A Necessidade de Operações Secundárias
Uma peça feita por CIP quase nunca é um produto finalizado. O "compacto verde" tem a consistência de giz e requer um processo de sinterização subsequente para atingir sua resistência e propriedades de material finais.
Além disso, devido à baixa precisão geométrica, a maioria das peças CIP requer usinagem final para atender às especificações dimensionais precisas. É melhor pensá-lo como um processo para criar pré-formas de alta qualidade.
Quando Escolher a Prensagem Isostática a Frio
A escolha do CIP depende inteiramente do seu objetivo final para o material e dos requisitos finais do componente.
- Se seu foco principal é produzir peças finais de alta integridade e sem defeitos após a sinterização: O CIP é uma excelente escolha porque sua densidade uniforme minimiza a distorção e o empenamento relacionados à queima.
- Se seu foco principal é criar pré-formas grandes e simples para usinagem subsequente: O CIP é ideal para criar tarugos, hastes ou tubos homogêneos a partir de pós que são difíceis de compactar de outra forma.
- Se seu foco principal é obter uma peça de forma próxima à final com precisão diretamente da prensa: O CIP provavelmente não é o processo correto devido à imprecisão inerente de seus moldes flexíveis.
Ao entender seu papel como uma etapa preparatória para criar estruturas de material superiores, você pode alavancar o CIP para alcançar qualidade incomparável em seu produto final.
Tabela de Resumo:
| Característica Principal | Descrição |
|---|---|
| Processo | Usa fluido de alta pressão em temperatura ambiente para compactar pó em um molde flexível. |
| Vantagem Principal | Produz um 'corpo verde' com densidade excepcionalmente uniforme. |
| Benefício Principal | Permite encolhimento uniforme durante a sinterização, reduzindo empenamento e rachaduras. |
| Limitação Típica | Menor precisão geométrica; peças geralmente requerem usinagem secundária. |
| Ideal Para | Criar pré-formas de alta integridade a partir de metais duros, cerâmicas e pós avançados. |
Precisa produzir componentes de alta integridade a partir de pó?
A KINTEK é especializada em equipamentos de laboratório e consumíveis para processamento de materiais avançados. Nossa experiência pode ajudá-lo a alavancar processos como a Prensagem Isostática a Frio para alcançar densidade uniforme e peças finais superiores. Entre em contato com nossos especialistas hoje para discutir suas necessidades específicas de laboratório e como podemos apoiar seu sucesso.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
As pessoas também perguntam
- O que é pressão isostática a frio? Obtenha Densidade Uniforme para Peças de Pó Complexas
- Como o equipamento de prensagem isostática é utilizado para integrar ânodos de lítio metálico durante a montagem de baterias de estado sólido?
- O que é o método de prensagem isostática para cerâmicas? Obtenha Densidade Uniforme para Peças Complexas
- O que é prensagem isostática a quente e a frio? Um Guia para Conformação e Densificação de Materiais
- Quais vantagens uma Prensa Isostática a Frio (CIP) oferece para baterias de estado sólido? Densidade e Uniformidade Superiores












