Em essência, a prensagem isostática a frio (CIP) é um processo de fabricação que usa fluido de alta pressão para compactar uniformemente um pó em uma forma sólida. Ele opera em temperatura ambiente ou próxima a ela, aplicando pressão igualmente de todas as direções para criar um componente denso e consolidado, conhecido como "compacto verde", que está pronto para processamento posterior.
Ao colocar um molde flexível preenchido com pó em um líquido e pressurizar toda a câmara, a prensagem isostática a frio aproveita a dinâmica dos fluidos para superar as limitações da prensagem mecânica tradicional, resultando em peças com densidade e uniformidade superiores.

Como Funciona a Prensagem Isostática a Frio
Para entender o CIP, é essencial compreender tanto seu princípio orientador quanto sua execução prática. O método é valorizado por sua simplicidade elegante e resultados altamente eficazes.
O Princípio Central: Lei de Pascal
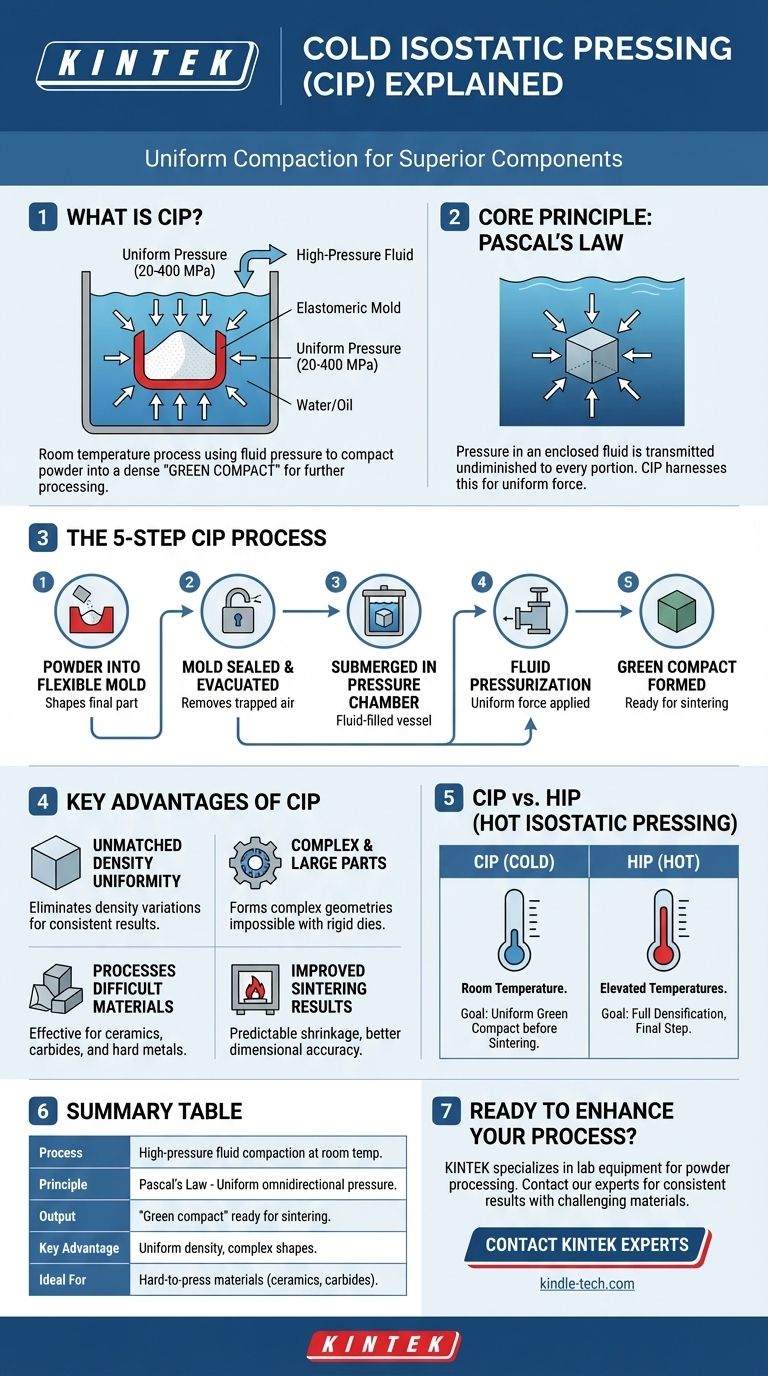
O processo funciona com base na Lei de Pascal, que afirma que a pressão aplicada a um fluido confinado é transmitida sem diminuição para cada porção do fluido e para as paredes do recipiente.
Uma analogia fácil é um objeto submerso profundamente na água. A pressão que ele experimenta vem igualmente de todos os lados, não apenas de cima. O CIP aproveita esse princípio exato em um ambiente industrial controlado.
O Processo Passo a Passo
- Um material em pó é primeiro colocado em um molde flexível e elastomérico (como borracha ou uretano). Este molde define a forma da peça final.
- O molde é selado, frequentemente sob vácuo, para remover qualquer ar aprisionado que possa interferir na compactação.
- O molde selado é então submerso em uma câmara de pressão preenchida com um fluido de trabalho, tipicamente água (geralmente com um inibidor de corrosão), óleo ou uma mistura de glicol.
- Uma bomba externa pressuriza este fluido, com pressões variando de 20 a 400 MPa. Esta imensa pressão é exercida uniformemente sobre toda a superfície do molde flexível.
- O pó dentro do molde é compactado em uma massa sólida e coesa. Este objeto resultante é chamado de "compacto verde" ou "corpo verde" porque possui resistência para manuseio, mas ainda não foi totalmente fortalecido por um processo de aquecimento final.
Principais Vantagens do Uso do CIP
A aplicação de pressão uniforme confere ao CIP várias vantagens distintas sobre os métodos convencionais de prensagem uniaxial (em uma direção).
Uniformidade de Densidade Inigualável
Como a pressão é aplicada de todas as direções simultaneamente, o CIP elimina as variações de densidade e os pontos de tensão interna que podem ocorrer ao prensar de apenas uma ou duas direções. Isso resulta em um compacto verde altamente uniforme.
Formação de Peças Complexas e Grandes
Matrizes metálicas rígidas só podem formar formas relativamente simples. O uso de um molde flexível e pressão de fluido permite a criação de geometrias intrincadas e complexas e componentes muito grandes que seriam impossíveis de produzir de outra forma.
Processamento de Materiais Difíceis
Muitos materiais avançados, como metais duros, carbonetos e certas cerâmicas, são notoriamente difíceis de compactar eficazmente usando métodos tradicionais. O CIP fornece a força e a uniformidade necessárias para prensar com sucesso esses pós desafiadores.
Melhores Resultados de Sinterização Final
A alta e uniforme densidade do compacto verde significa que ele encolherá menos e de forma mais previsível durante a fase final de sinterização (queima em alta temperatura). Isso leva a uma melhor precisão dimensional e uma menor taxa de refugo para as peças acabadas.
Compreendendo as Compensações e o Contexto
Embora poderoso, o CIP não é uma solução de um único passo. É uma ferramenta específica usada para um propósito específico dentro de um fluxo de trabalho de fabricação maior.
É uma Etapa Intermediária
Um ponto crucial a entender é que o CIP produz um compacto verde, não um produto acabado. Esta peça tem força suficiente para ser manuseada e usinada, mas requer um tratamento térmico subsequente, como a sinterização, para fundir as partículas de pó e atingir suas propriedades mecânicas e densidade finais.
Prensagem Isostática a Frio (CIP) vs. a Quente (HIP)
O CIP é frequentemente confundido com sua contraparte de alta temperatura, a Prensagem Isostática a Quente (HIP).
- Prensagem Isostática a Frio (CIP): Usada em temperatura ambiente para criar um compacto verde uniforme a partir de pó. O objetivo principal é moldar e atingir densidade uniforme antes da sinterização final.
- Prensagem Isostática a Quente (HIP): Usada em temperaturas elevadas para densificar totalmente uma peça, fechar a porosidade interna em fundições ou ligar materiais dissimilares. É frequentemente uma etapa de fabricação final ou quase final.
Considerações sobre Equipamento e Processo
O processo requer um vaso de pressão especializado projetado para suportar ciclos repetidos e severos de alta pressão. O fluxo de trabalho envolve várias etapas — preparação do pó, moldagem, prensagem e sinterização — que devem ser gerenciadas eficazmente.
Quando Considerar a Prensagem Isostática a Frio
A decisão de usar o CIP depende inteiramente do material, da complexidade da peça e da qualidade desejada do produto final.
- Se seu foco principal é produzir formas complexas com densidade uniforme: O CIP é ideal porque a pressão do fluido se adapta a qualquer geometria, eliminando os pontos fracos e gradientes de densidade comuns na prensagem uniaxial.
- Se seu foco principal é trabalhar com pós difíceis de compactar, como carbonetos ou cerâmicas: Use o CIP para fornecer a força imensa e uniforme necessária para criar um compacto verde viável a partir desses materiais desafiadores.
- Se seu foco principal é minimizar a distorção e melhorar o controle dimensional durante a sinterização final: Comece com uma peça verde produzida por CIP, pois sua uniformidade excepcional leva a resultados mais previsíveis e consistentes após a queima.
Em última análise, a prensagem isostática a frio é uma ferramenta poderosa para criar compactos de pó de alta qualidade e uniformes que servem como uma base superior para operações de fabricação subsequentes.
Tabela Resumo:
| Aspecto Chave | Detalhes |
|---|---|
| Processo | Usa fluido de alta pressão para compactar pó em temperatura ambiente |
| Princípio | Lei de Pascal - pressão uniforme de todas as direções |
| Saída | 'Compacto verde' pronto para sinterização |
| Principal Vantagem | Uniformidade de densidade inigualável e capacidade de formar formas complexas |
| Ideal Para | Materiais difíceis de prensar como cerâmicas, carbonetos e peças intrincadas |
Pronto para produzir peças complexas e de alta densidade com uniformidade superior?
A KINTEK é especializada em equipamentos e consumíveis de laboratório, fornecendo soluções para todas as suas necessidades de processamento de pó. Nossa experiência em tecnologia de prensagem isostática pode ajudá-lo a alcançar resultados consistentes mesmo para os materiais e geometrias mais desafiadores.
Entre em contato com nossos especialistas hoje para discutir como nossos equipamentos podem aprimorar as capacidades do seu laboratório e otimizar seu processo de fabricação.
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
As pessoas também perguntam
- Por que usar Prensagem Isostática a Frio (CIP) após a prensagem a seco para cerâmicas Gd2O2S:Tb? Alcance densidade e uniformidade máximas.
- Que papel desempenha a prensagem isostática a frio na formação de barras de alimentação para o crescimento de monocristais? Garanta Estabilidade.
- O que é prensagem isostática a quente e a frio? Um Guia para Conformação e Densificação de Materiais
- O que é o processo isostático a frio? Alcançar Densidade Uniforme em Peças Complexas de Pós
- O que é o método de prensagem isostática para cerâmicas? Obtenha Densidade Uniforme para Peças Complexas












