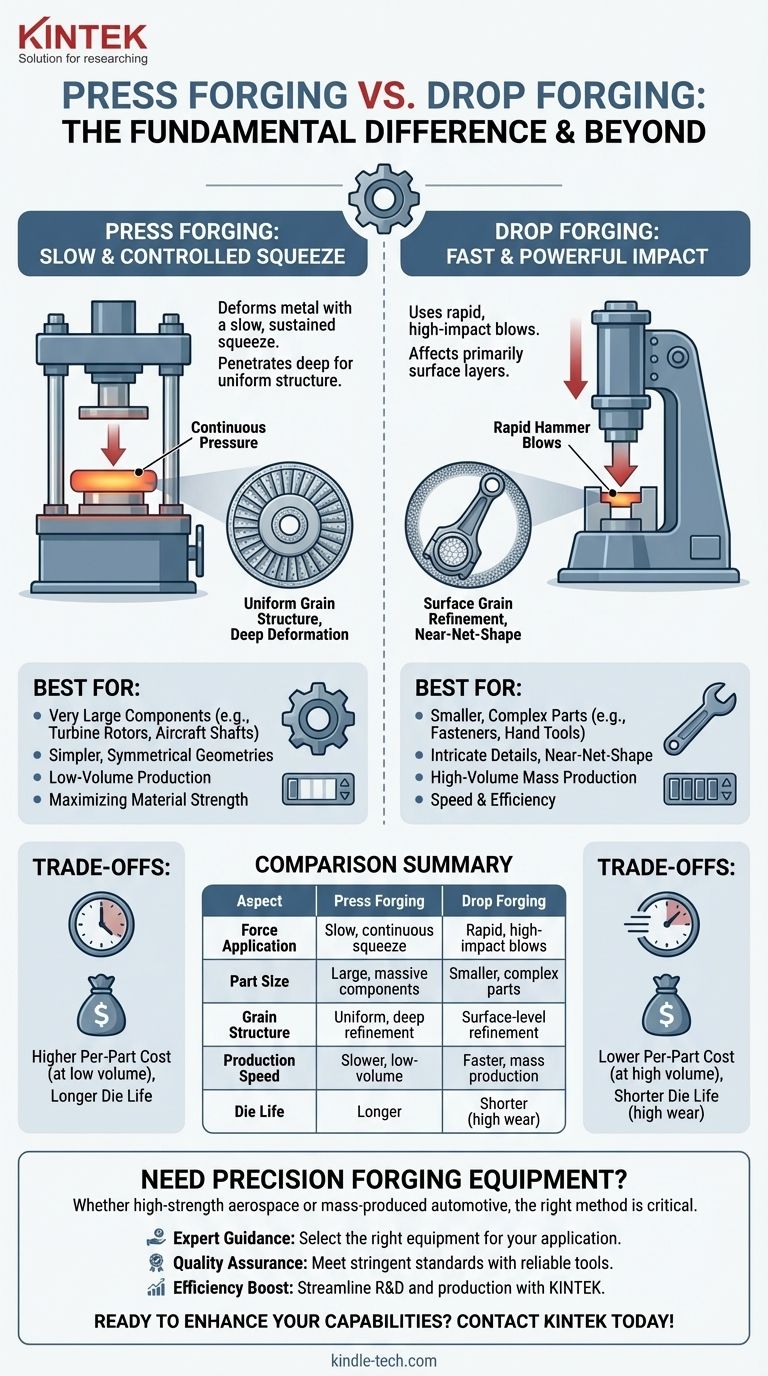
A diferença fundamental entre a forjagem por prensa e a forjagem por queda reside na aplicação da força. A forjagem por prensa usa uma pressão lenta, contínua e controlada para moldar o metal, enquanto a forjagem por queda utiliza um golpe rápido e de alto impacto de um martelo em queda. Esta distinção única na aplicação da força leva a diferenças significativas nas propriedades do material, velocidade de produção e aplicações adequadas.
A decisão central não é sobre qual processo é superior, mas qual é apropriado para a tarefa. A forjagem por queda se destaca na produção em massa de peças menores e complexas em alta velocidade, enquanto a forjagem por prensa é a escolha definitiva para componentes grandes onde a deformação profunda e uniforme do material é fundamental para a resistência.

A Mecânica da Aplicação da Força
Compreender como a força é transmitida à peça de trabalho é a chave para apreender as diferenças entre estes dois métodos fundamentais de forjamento. Todo o processo, desde o projeto da ferramenta até as propriedades finais do material, é ditado por esta ação inicial.
Forjagem por Prensa: Aperto Lento e Controlado
Na forjagem por prensa, uma prensa hidráulica ou mecânica aplica pressão gradual e sustentada à peça de trabalho. Pense nisso como espremer lentamente a argila na sua mão.
Esta força contínua penetra profundamente no centro do metal, causando deformação plástica uniforme em todo o volume. As matrizes permanecem em contato com a peça de trabalho por um período mais longo, o que também permite um fluxo de material mais significativo e controlado.
Forjagem por Queda: Impacto Rápido e Poderoso
A forjagem por queda, também conhecida como forjagem por martelo, usa a força de um pistão ou martelo em queda para atingir a peça de trabalho em uma série de golpes curtos e extremamente rápidos. Isso é mais parecido com bater em argila com um martelo.
A força é instantânea e intensa, afetando principalmente as camadas superficiais do material. O tempo de contato com a matriz é medido em milissegundos, e a forma final é alcançada através de um ou mais impactos sucessivos.
Impacto nas Características do Material e da Peça
O método de aplicação da força influencia diretamente o tamanho, a complexidade e, o mais importante, a estrutura metalúrgica interna do componente final.
Estrutura de Grão e Deformação
O aperto lento da forjagem por prensa deforma o material uniformemente da superfície ao núcleo. Isso cria uma estrutura de grão altamente refinada e consistente em toda a peça, o que é ideal para aplicações de alta resistência e resistência à fadiga.
O impacto súbito da forjagem por queda refina principalmente a estrutura de grão perto da superfície do componente. Embora produza uma peça forte, a deformação pode não ser tão uniforme ou profunda quanto na forjagem por prensa.
Precisão e Complexidade
A forjagem por queda é excepcionalmente adequada para produzir formas intrincadas e complexas com alta precisão. O golpe rápido força o metal a preencher todos os detalhes da cavidade da matriz, muitas vezes criando peças de quase forma final (near-net-shape) que requerem usinagem secundária mínima.
A forjagem por prensa é geralmente usada para geometrias mais simples, muitas vezes simétricas, como discos, anéis e grandes blocos, onde o objetivo principal é a deformação em massa em vez de detalhes intrincados.
Tamanho e Escala da Peça
A forjagem por prensa é o processo dominante para a fabricação de componentes muito grandes. A força imensa e contínua de uma prensa de forjamento é necessária para deformar lingotes maciços pesando muitas toneladas em peças como rotores de turbinas, eixos industriais de grande escala e componentes estruturais de aeronaves.
A forjagem por queda é tipicamente limitada a peças menores, desde ferramentas manuais e bielas automotivas até pequenos acessórios e fixadores. A energia do golpe do martelo é insuficiente para forjar peças de trabalho extremamente grandes de forma eficaz.
Compreendendo as Compensações: Produção e Custo
Sua escolha de método de forjamento terá consequências diretas e significativas para a velocidade de produção, custos de ferramental e a economia geral do seu projeto.
Velocidade de Produção e Volume
A forjagem por queda é um processo muito mais rápido. O ciclo rápido de golpes de martelo a torna a escolha clara para produção em massa de alto volume, onde milhares ou milhões de peças idênticas são necessárias.
A forjagem por prensa é um processo mais lento e deliberado. Seus tempos de ciclo são significativamente mais longos, tornando-a mais adequada para tiragens de produção de menor volume ou fabricação única de componentes especializados e de grande escala.
Vida Útil do Ferramental e da Matriz
Os impactos repetidos e de alta intensidade da forjagem por queda são extremamente agressivos para as matrizes. Isso leva a um desgaste mais rápido e a uma vida operacional mais curta para o ferramental, o que deve ser considerado no custo geral.
A ação de aperto controlada da forjagem por prensa é muito mais suave com as matrizes, resultando em uma vida útil significativamente mais longa da ferramenta.
Investimento Inicial e Custo por Peça
Embora as matrizes possam se desgastar mais rapidamente, o equipamento de forjamento por queda (martelos) geralmente tem um custo de capital inicial menor do que as prensas hidráulicas maciças necessárias para a forjagem por prensa.
Para itens produzidos em massa, a alta velocidade da forjagem por queda resulta em um custo por peça muito mais baixo, mesmo com maior manutenção do ferramental. Para peças grandes e especializadas, a eficiência da forjagem por prensa a torna a única opção viável e econômica.
Fazendo a Escolha Certa para Sua Aplicação
Selecionar o processo correto requer alinhar os pontos fortes do método com seus objetivos primários de projeto e produção.
- Se seu foco principal é a produção de alto volume de peças pequenas e complexas (por exemplo, componentes automotivos): A forjagem por queda é a escolha superior devido à sua velocidade, precisão e menor custo por peça em escala.
- Se seu foco principal é criar componentes críticos muito grandes (por exemplo, discos aeroespaciais, eixos de geração de energia): A forjagem por prensa é o único método que pode alcançar a deformação profunda e uniforme e o refinamento de grão necessários.
- Se seu foco principal é o controle máximo da estrutura de grão interna para uma aplicação crítica de fadiga: A deformação lenta e controlada da forjagem por prensa proporciona um controle metalúrgico mais preciso em toda a peça.
- Se seu foco principal é produzir peças de quase forma final para minimizar a usinagem subsequente: A forjagem por queda geralmente oferece um maior grau de precisão e complexidade para componentes menores.
Em última análise, entender a diferença fundamental entre um impacto súbito e um aperto controlado é a chave para selecionar o processo de forjamento que garante o desempenho e a viabilidade econômica do seu projeto.
Tabela de Resumo:
| Aspecto | Forjagem por Prensa | Forjagem por Queda |
|---|---|---|
| Aplicação da Força | Pressão lenta, contínua e controlada | Golpes de martelo rápidos e de alto impacto |
| Melhor Para Tamanho da Peça | Componentes grandes (por exemplo, rotores de turbina) | Peças menores e complexas (por exemplo, fixadores) |
| Estrutura de Grão | Deformação uniforme da superfície ao núcleo | Refinamento ao nível da superfície |
| Velocidade de Produção | Mais lenta, adequada para tiragens de baixo volume | Mais rápida, ideal para produção em massa |
| Vida Útil da Matriz | Mais longa devido à força mais suave | Mais curta devido ao desgaste por alto impacto |
Precisa de Equipamento de Forjamento de Precisão para Seu Laboratório ou Linha de Produção?
Se você está desenvolvendo componentes aeroespaciais de alta resistência ou produzindo em massa peças automotivas complexas, o método de forjamento correto é fundamental para o seu sucesso. Na KINTEK, nos especializamos em fornecer equipamentos de laboratório robustos e consumíveis adaptados às suas necessidades de metalurgia e teste de materiais.
Deixe-nos ajudá-lo a alcançar resultados superiores:
- Orientação Especializada: Nossa equipe pode ajudá-lo a selecionar o equipamento certo para aplicações de forjamento por prensa ou por queda.
- Garantia de Qualidade: Garanta que seus materiais atendam a padrões rigorosos com nossas ferramentas confiáveis.
- Aumento da Eficiência: Otimize seu processo de P&D ou produção com as soluções da KINTEK.
Pronto para aprimorar suas capacidades de forjamento? Entre em contato conosco hoje para discutir suas necessidades específicas e descobrir como a KINTEK pode apoiar seus objetivos de laboratório ou produção!
Guia Visual
Produtos relacionados
- Molde de Prensagem de Anel para Aplicações Laboratoriais
- Molde de Prensagem Bidirecional Redondo para Laboratório
- Molde de Prensagem Anti-Rachadura para Uso em Laboratório
- Molde de Prensa Quadrado para Aplicações Laboratoriais
- Molde de Prensa Cilíndrico para Aplicações de Laboratório
As pessoas também perguntam
- O que é um conjunto de matriz de estampagem? Um Sistema de Precisão para Produção em Massa Eficiente
- Qual é a função dos moldes de prensagem durante a preparação de compósitos SiCf/Ti-43Al-9V? Alcançar Precisão Estrutural
- Para que serve um molde de prensa? Alcance Precisão e Eficiência Repetíveis
- Por que são necessários moldes de pressão com paredes internas de resina não condutora para testes de bateria? Garanta a precisão dos dados
- Como usar um molde de prensa? Domine a Arte de Criar Formas Cerâmicas Consistentes

















