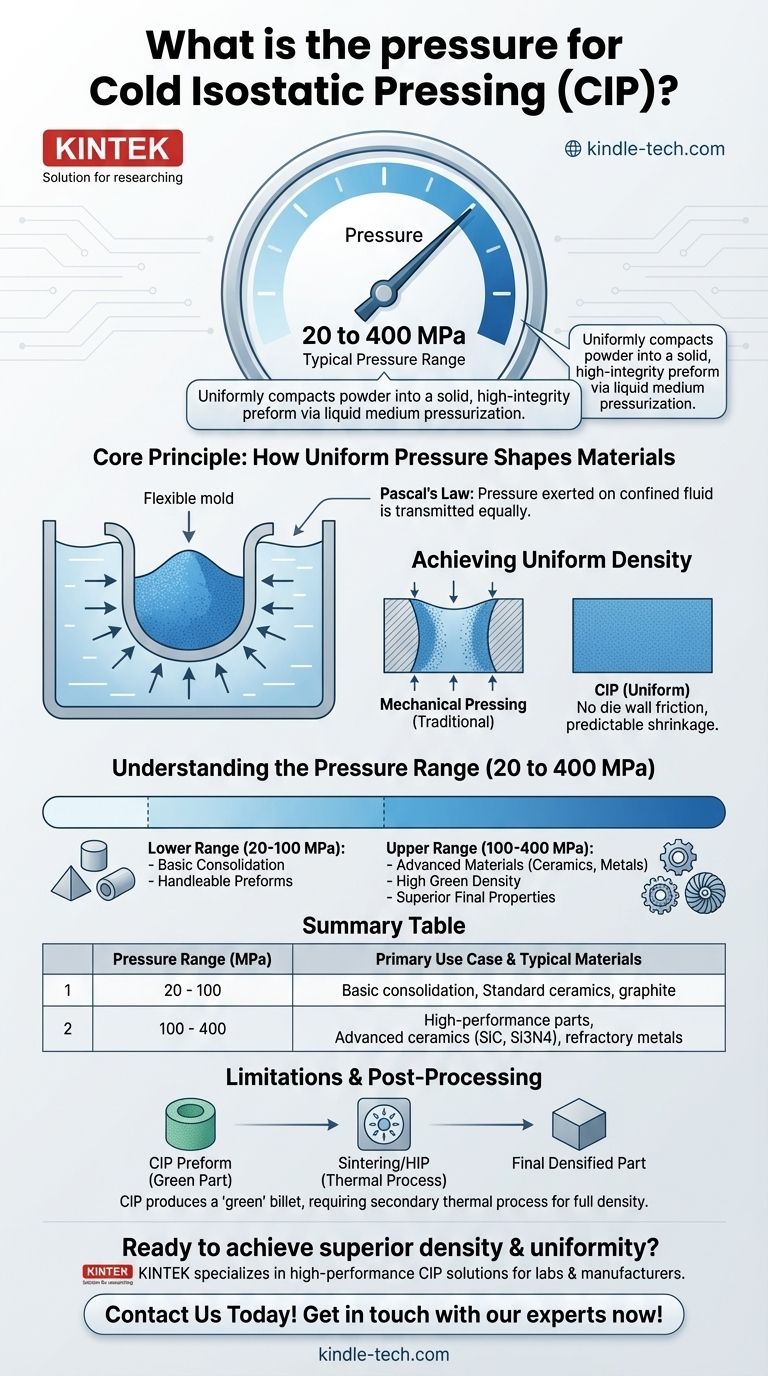
A faixa de pressão típica para a prensagem isostática a frio (CIP) é entre 20 e 400 MPa. Este processo envolve submergir um molde flexível preenchido com pó em um meio líquido, que é então pressurizado para compactar uniformemente o pó em uma pré-forma sólida e de alta integridade.
A chave para entender a prensagem isostática a frio não é apenas a alta pressão, mas como essa pressão é aplicada. Ao usar um líquido, a CIP exerce uma força perfeitamente uniforme de todas as direções, criando uma pré-forma de material com densidade excepcional e consistência estrutural que é difícil de alcançar com a prensagem mecânica tradicional.

O Princípio Central: Como a Pressão Uniforme Molda os Materiais
A prensagem isostática a frio alavanca um princípio fundamental da dinâmica dos fluidos — a Lei de Pascal — que afirma que a pressão exercida sobre um fluido confinado é transmitida igualmente em todas as direções. Esta é a fonte de suas principais vantagens.
O Papel do Meio Fluido
O processo utiliza um líquido, geralmente água misturada com um inibidor de corrosão, como meio de transmissão de pressão. Uma bomba externa pressuriza este fluido dentro de uma câmara robusta.
Como a pressão é transmitida através de um líquido, todas as superfícies do molde flexível experimentam a mesma força exata, eliminando os gradientes de pressão e as tensões internas comuns na prensagem uniaxial (uma direção).
Alcançando Densidade Uniforme
Esta aplicação de pressão uniforme é a causa direta da densidade altamente uniforme da peça resultante.
Na prensagem mecânica, o atrito com as paredes da matriz pode causar variações de densidade dentro da peça. A CIP evita isso completamente, resultando em um encolhimento previsível e uniforme durante a fase subsequente de queima ou sinterização.
Moldagem de Formas Complexas e Grandes
Como a "matriz" é um molde flexível e a pressão é hidrostática, a CIP é excepcionalmente versátil. Ela pode produzir peças muito grandes ou com geometrias complexas que seriam impraticáveis ou impossíveis de criar com matrizes rígidas.
Entendendo a Faixa de Pressão (20 a 400 MPa)
A pressão específica usada dentro desta ampla faixa é determinada pelo material que está sendo processado e pela densidade final desejada da pré-forma, frequentemente chamada de peça "verde".
A Extremidade Inferior: Consolidação Básica
Pressões na faixa inferior (por exemplo, 20-100 MPa) são suficientes para consolidar pós menos exigentes ou quando o objetivo principal é simplesmente criar uma pré-forma manuseável para processamento posterior.
A Extremidade Superior: Materiais Avançados
Altas pressões, próximas a 400 MPa, são necessárias para compactar pós muito duros ou finos, como cerâmicas avançadas como nitreto de silício e carbeto de silício.
Essa pressão extrema é necessária para superar a resistência interpartículas e atingir uma alta "densidade verde", o que é fundamental para produzir um componente final de alto desempenho.
O Impacto no Produto Final
Pressões CIP mais altas levam diretamente a pré-formas com maior integridade. Essas peças densas apresentam distorção ou rachaduras mínimas durante a queima e têm propriedades mecânicas, resistência e resistência à corrosão aprimoradas em seu estado final, sinterizado.
Aplicações Práticas e Compensações
A CIP não é uma solução universal; é uma ferramenta especializada escolhida por seus benefícios específicos na metalurgia do pó e em cerâmicas técnicas.
Principais Materiais Processados com CIP
Esta tecnologia é essencial para produzir componentes de alta qualidade a partir de materiais como:
- Cerâmicas avançadas (carbeto de silício, nitreto de silício, carbeto de boro)
- Grafite e materiais refratários
- Isoladores elétricos
- Metais refratários
Quando Escolher CIP em Vez de Outros Métodos
A CIP é frequentemente selecionada quando o alto custo inicial de fabricação de matrizes de prensagem rígidas não pode ser justificado, como para pequenos lotes de produção ou prototipagem. É também o método preferido para peças que são muito grandes ou geometricamente complexas para prensas convencionais.
Limitações a Considerar
É crucial entender que a CIP produz uma pré-forma ou tarugo "verde", e não uma peça acabada. O pó compactado tem boa integridade, mas ainda não foi totalmente densificado.
Um processo térmico secundário, como sinterização ou prensagem isostática a quente (HIP), é quase sempre necessário para unir as partículas e atingir as propriedades finais desejadas do material e a densidade total.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção da pressão e do processo apropriados depende inteiramente do seu material e dos requisitos de uso final.
- Se o seu foco principal for a consolidação básica de um pó padrão: Uma faixa de pressão mais baixa pode ser suficiente e mais econômica para criar uma pré-forma manuseável.
- Se o seu foco principal for a produção de cerâmicas técnicas de alto desempenho: Um ciclo CIP de alta pressão é necessário para atingir a alta densidade verde exigida para propriedades finais superiores.
- Se o seu foco principal for a prototipagem econômica ou a formação de formas grandes e complexas: A CIP é uma escolha ideal, pois evita o alto custo e as limitações geométricas dos conjuntos de matrizes rígidas.
Ao aplicar pressão hidrostaticamente, a prensagem isostática a frio permite que você crie pré-formas de material superiores com uniformidade inigualável.
Tabela de Resumo:
| Faixa de Pressão (MPa) | Caso de Uso Principal | Materiais Típicos |
|---|---|---|
| 20 - 100 | Consolidação básica de pó, pré-formas manuseáveis | Cerâmicas padrão, grafite |
| 100 - 400 | Peças de alto desempenho, alta densidade verde | Cerâmicas avançadas (SiC, Si3N4), metais refratários |
Pronto para alcançar densidade e uniformidade superiores em suas cerâmicas avançadas ou pós metálicos?
Na KINTEK, somos especializados em fornecer soluções de prensagem isostática a frio de alto desempenho para laboratórios e fabricantes. Nossa experiência garante que você obtenha o controle de pressão preciso necessário para criar pré-formas de alta integridade com consistência estrutural excepcional.
Entre em contato conosco hoje para discutir como nossos equipamentos e consumíveis CIP podem aprimorar seu processamento de materiais e fornecer os resultados de alta qualidade de que você precisa.
Entre em contato com nossos especialistas agora!
Guia Visual
Produtos relacionados
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
As pessoas também perguntam
- Quais vantagens uma Prensa Isostática a Frio (CIP) oferece para baterias de estado sólido? Densidade e Uniformidade Superiores
- O que é prensagem isostática a quente e a frio? Um Guia para Conformação e Densificação de Materiais
- Que papel desempenha a prensagem isostática a frio na formação de barras de alimentação para o crescimento de monocristais? Garanta Estabilidade.
- Qual é o significado de prensagem isostática? Alcançar Densidade Uniforme em Peças Complexas
- Como o equipamento de prensagem isostática é utilizado para integrar ânodos de lítio metálico durante a montagem de baterias de estado sólido?












