Em sua essência, a diferença fundamental entre a prensagem isostática a quente e a frio é o seu propósito dentro do processo de fabricação. A Prensagem Isostática a Frio (CIP) usa um líquido à temperatura ambiente para compactar o pó em uma forma preliminar e manuseável, chamada de peça "verde". A Prensagem Isostática a Quente (HIP) usa um gás inerte aquecido a alta pressão para eliminar a porosidade interna e atingir a densidade total em uma peça que já é sólida.
A distinção crítica não é apenas a temperatura, mas a função. O CIP é um processo de conformação usado no início de um ciclo de fabricação, enquanto o HIP é um processo de densificação usado no final para aperfeiçoar as propriedades finais de um componente.

O que é Prensagem Isostática a Frio (CIP)?
A Prensagem Isostática a Frio é um método de processamento de materiais que se concentra na compactação inicial de pós em uma massa sólida.
O Objetivo: Compactação Inicial Uniforme
O objetivo principal do CIP é pegar um pó solto e prensá-lo em uma forma com densidade uniforme. Isso cria um componente frágil, conhecido como peça "verde", que possui integridade estrutural suficiente para ser manuseado e movido para a próxima etapa de fabricação.
O Processo: Temperatura Ambiente, Pressão Líquida
No CIP, o pó é selado em um molde flexível e estanque. Este molde é então submerso em uma câmara cheia de um líquido, tipicamente água ou óleo. A câmara é pressurizada, aplicando pressão uniforme e isostática (igual em todas as direções) ao molde, o que compacta o pó dentro à temperatura ambiente.
O Resultado: Uma Peça "Verde"
A peça resultante não possui sua resistência ou densidade final. Ela deve passar por um processo subsequente de alta temperatura chamado sinterização para ligar as partículas de pó e atingir suas propriedades mecânicas finais.
O que é Prensagem Isostática a Quente (HIP)?
A Prensagem Isostática a Quente é um processo de acabamento projetado para aperfeiçoar a estrutura interna de um componente já formado.
O Objetivo: Eliminação de Porosidade
O principal objetivo do HIP é fechar e eliminar quaisquer vazios internos, defeitos ou poros microscópicos dentro de uma peça sólida. Isso é comumente realizado em fundições de metal de alto desempenho ou em peças que já foram sinterizadas após um processo CIP.
O Processo: Alta Temperatura e Pressão de Gás
Durante o HIP, um componente sólido é colocado dentro de um vaso de contenção de alta pressão. O vaso é aquecido a temperaturas extremamente altas — frequentemente acima de 1.000°C — enquanto também é preenchido com um gás inerte de alta pressão, como o argônio. Essa combinação de calor e pressão faz com que o material se deforme plasticamente em nível microscópico, forçando os vazios internos a colapsar e se fundir através da difusão no estado sólido.
O Resultado: Uma Peça Totalmente Densa
O resultado é um componente com quase 100% da densidade teórica. Este processo melhora drasticamente as propriedades mecânicas, como vida útil à fadiga, ductilidade e tenacidade à fratura, tornando-o essencial para aplicações críticas na indústria aeroespacial, implantes médicos e energia.
Compreendendo as Vantagens e Desvantagens
Escolher entre CIP e HIP não é uma decisão de "ou um ou outro"; eles servem a funções fundamentalmente diferentes e são frequentemente usados em sequência.
CIP: Conformação Custo-Efetiva de Formas Complexas
O CIP é um excelente método para criar formas iniciais complexas que seriam difíceis ou impossíveis de alcançar com a prensagem tradicional. Como a pressão é isostática, ele produz uma peça verde com densidade muito uniforme, o que reduz o empenamento durante a etapa final de sinterização. No entanto, é apenas uma etapa preliminar de conformação.
HIP: O Máximo em Desempenho de Materiais
O HIP proporciona a mais alta integridade material possível, removendo os defeitos internos que atuam como concentradores de tensão. Esse desempenho tem um custo, pois o equipamento e os ciclos de processamento do HIP são significativamente mais complexos e caros do que os do CIP. Ele é reservado para componentes onde a falha não é uma opção.
Fazendo a Escolha Certa para o Seu Objetivo
O processo certo depende inteiramente do que você precisa realizar com seu material.
- Se o seu foco principal é formar uma forma complexa a partir de pó antes da sinterização final: CIP é o seu método para criar uma peça "verde" uniforme que está pronta para o forno.
- Se o seu foco principal é eliminar a porosidade interna e alcançar a densidade máxima em uma peça fundida ou sinterizada: HIP é a etapa final essencial para aprimorar as propriedades mecânicas e garantir a confiabilidade.
Compreender essa distinção permite selecionar a ferramenta correta para conformar ou aperfeiçoar seu componente em um fluxo de trabalho de fabricação avançado.
Tabela Resumo:
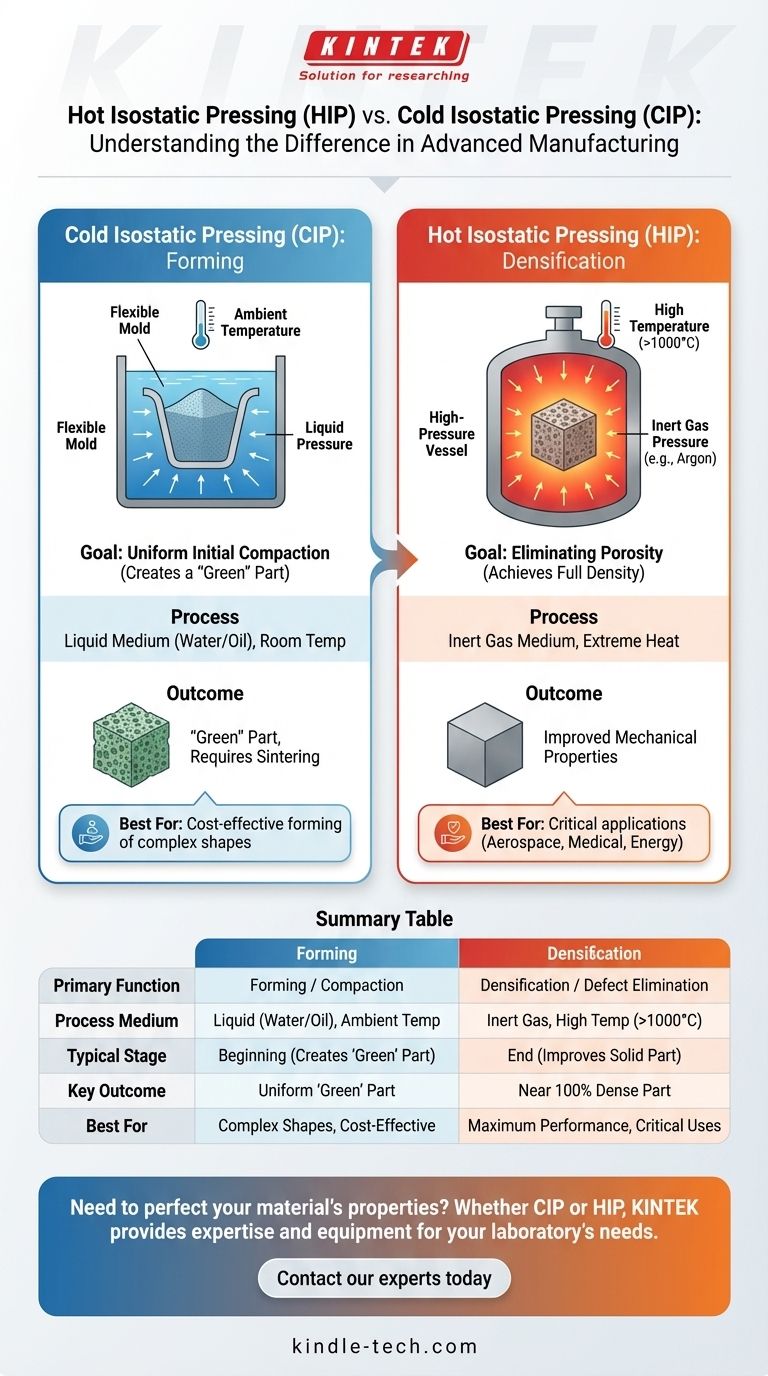
| Característica | Prensagem Isostática a Frio (CIP) | Prensagem Isostática a Quente (HIP) |
|---|---|---|
| Função Primária | Conformação / Compactação | Densificação / Eliminação de Defeitos |
| Meio do Processo | Líquido (água/óleo) à temperatura ambiente | Gás inerte (ex: argônio) a alta temperatura (>1000°C) |
| Estágio Típico na Fabricação | Início (cria uma peça 'verde') | Fim (melhora uma peça sólida) |
| Resultado Chave | Peça 'verde' de densidade uniforme para sinterização | Peça quase 100% densa com propriedades mecânicas superiores |
| Melhor Para | Conformação custo-efetiva de formas complexas | Aplicações críticas que exigem desempenho máximo (aeroespacial, médico) |
Precisa aperfeiçoar as propriedades do seu material? Seja para formar formas complexas a partir de pó com CIP ou para buscar a densidade e o desempenho máximos com HIP, a KINTEK possui a expertise e o equipamento para atender às necessidades de fabricação avançada do seu laboratório. Nossos equipamentos e consumíveis de laboratório especializados são projetados para suportar processos críticos nos setores aeroespacial, médico e de energia.
Entre em contato com nossos especialistas hoje para discutir como nossas soluções podem aprimorar seu fluxo de trabalho e o desempenho do material.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Moldes de Prensagem Isostática para Laboratório
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
As pessoas também perguntam
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme e Formas Complexas
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo
- Por que o uso de uma prensa isostática para corpos verdes de LSGM leva a uma redução na temperatura de sinterização? Aumento da Densidade
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão

















