Embora incrivelmente versátil para criar curvas de grande raio, a conformação por cilindros não é uma solução universal para todas as necessidades de conformação de metais. O processo é fundamentalmente limitado pela geometria dos cilindros, o que resulta em seções não curvadas no início e no final da peça de trabalho.
Além disso, ele tem dificuldade em atingir raios apertados, manter tolerâncias precisas e prevenir a distorção do material sem habilidade significativa do operador e equipamentos especializados.
A limitação central da conformação por cilindros decorre da sua natureza de "forma livre". Embora isso permita a criação eficiente de curvas grandes e amplas, oferece menos restrição do que outros métodos, tornando difícil controlar a precisão, os raios apertados e a geometria nas extremidades do material.

A Mecânica da Conformação por Cilindros: Uma Breve Introdução
Para entender as limitações, você deve primeiro entender o processo. A conformação por cilindros usa uma série de três ou quatro cilindros para curvar progressivamente uma barra, chapa ou perfil estrutural de metal.
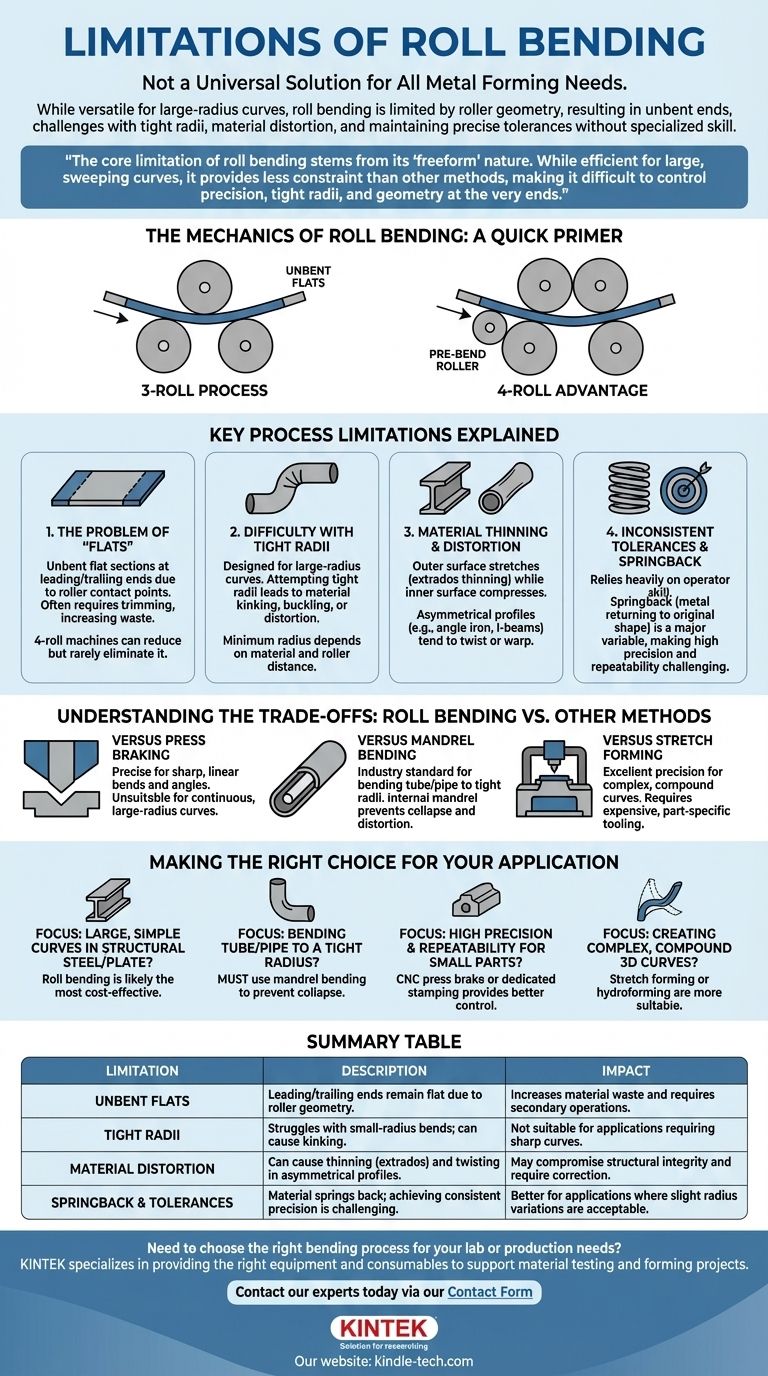
O Processo de 3 Cilindros
Em um sistema típico de 3 cilindros, dois cilindros inferiores suportam o material enquanto um cilindro superior é pressionado para baixo, induzindo uma dobra. À medida que o material é alimentado através dos cilindros, este ponto de pressão cria uma curva contínua e gradual.
A Vantagem dos 4 Cilindros
Uma máquina de 4 cilindros adiciona um quarto cilindro que pode pré-curvar a borda de ataque do material antes que o processo principal de rolagem comece. Isso ajuda a mitigar uma das principais limitações do sistema de 3 cilindros, mas não a elimina completamente.
Principais Limitações do Processo Explicadas
Cada limitação da conformação por cilindros é uma consequência direta de sua mecânica. Entender essas limitações o ajudará a determinar se é o processo correto para o seu projeto.
O Problema das "Partes Planas"
A limitação mais significativa é a criação de seções planas não curvadas nas extremidades dianteira e traseira da peça de trabalho. Como o material deve passar entre pelo menos dois pontos de contato dos cilindros para iniciar uma dobra, os primeiros e últimos centímetros não podem ser devidamente curvados.
Essas partes planas geralmente precisam ser cortadas como sucata, aumentando o desperdício de material e os custos de mão de obra. Embora máquinas de 4 cilindros ou uma operação secundária de pré-curvatura possam reduzir esse efeito, raramente o eliminam por completo.
Dificuldade com Raios Apertados
A conformação por cilindros é inerentemente projetada para curvas de grande raio. O raio mínimo alcançável é uma função das propriedades do material, sua seção transversal e a distância entre os cilindros na máquina.
Tentar formar um raio muito apertado para o processo pode levar a vincos, empenamento ou distorção do perfil do material. Para dobras apertadas, especialmente em tubos ou canos, processos como a conformação com mandril são superiores.
Afinamento e Distorção do Material
À medida que o material se curva, a superfície externa é esticada e fica mais fina, enquanto a superfície interna é comprimida. Esse efeito, conhecido como afinamento do extradorso, pode ser um ponto crítico de falha em aplicações de alta pressão ou estruturais.
Além disso, perfis assimétricos como cantoneiras ou vigas I tendem a torcer ou empenar durante a laminação, pois sua resistência à flexão não é uniforme. Corrigir isso requer ferramentas especializadas e intervenção de um operador especialista.
Tolerâncias Inconsistentes e Retorno Elástico (Springback)
A conformação por cilindros é mais uma arte do que uma ciência, dependendo muito da experiência do operador. O retorno elástico (springback), a tendência do metal de retornar parcialmente à sua forma original após a dobra, é uma variável importante.
Alcançar tolerâncias altamente precisas e repetíveis de peça para peça é desafiador. O processo é mais adequado para aplicações onde pequenas variações no raio final são aceitáveis, como em estruturas arquitetônicas ou grandes cascos de tanques.
Entendendo as Trocas: Conformação por Cilindros vs. Outros Métodos
Escolher o método de dobra correto requer comparar seus pontos fortes e fracos para o seu objetivo específico.
Comparado à Dobra por Prensagem (Press Braking)
Uma dobradeira de prensa usa um punção e uma matriz para criar dobras lineares e nítidas. É extremamente precisa para ângulos, mas totalmente inadequada para criar uma curva contínua de grande raio. É um processo complementar, não um concorrente direto.
Comparado à Conformação com Mandril (Mandrel Bending)
Para curvar tubos e canos em raios apertados, a conformação com mandril é o padrão da indústria. Ela usa um mandril interno para suportar a parte interna do tubo, prevenindo o colapso e a distorção que ocorreriam durante a conformação por cilindros.
Comparado à Conformação por Estiramento (Stretch Forming)
A conformação por estiramento prende o material em ambas as extremidades, o estica até seu ponto de escoamento e depois o envolve em torno de uma matriz de conformação. Oferece excelente precisão e é ideal para criar curvas complexas e compostas (curvadas em duas direções) em chapas grandes, mas requer ferramentas caras e específicas para a peça.
Fazendo a Escolha Certa para Sua Aplicação
Use estas diretrizes para determinar se a conformação por cilindros se encaixa nos requisitos principais do seu projeto.
- Se seu foco principal é criar curvas grandes e simples em aço estrutural ou chapa: A conformação por cilindros é provavelmente o método mais econômico e eficiente disponível.
- Se seu foco principal é curvar tubos ou canos em raio apertado: Você deve usar a conformação com mandril para evitar que o material colapse.
- Se seu foco principal é alta precisão e repetibilidade para peças menores: Uma dobradeira CNC ou um processo de estampagem dedicado fornecerá melhor controle.
- Se seu foco principal é criar curvas 3D complexas e compostas: A conformação por estiramento ou hidroconformação são mais adequadas, embora venham com custos de ferramental mais altos.
Em última análise, selecionar o processo de fabricação correto requer alinhar as capacidades do método com as restrições de projeto não negociáveis do seu projeto.
Tabela Resumo:
| Limitação | Descrição | Impacto |
|---|---|---|
| Partes Planas Não Curvadas | As extremidades dianteira/traseira permanecem planas devido à geometria do rolo. | Aumenta o desperdício de material e requer operações secundárias. |
| Raios Apertados | Dificuldade com dobras de raio pequeno; pode causar vincos. | Não adequado para aplicações que exigem curvas nítidas. |
| Distorção do Material | Pode causar afinamento (extradorso) e torção em perfis assimétricos. | Pode comprometer a integridade estrutural e exigir correção. |
| Retorno Elástico e Tolerâncias | O material retorna; alcançar precisão consistente é desafiador. | Melhor para aplicações onde pequenas variações de raio são aceitáveis. |
Precisa escolher o processo de dobra correto para suas necessidades de laboratório ou produção?
Na KINTEK, nos especializamos em fornecer o equipamento de laboratório e consumíveis corretos para apoiar seus projetos de teste e conformação de materiais. Quer você esteja avaliando o comportamento do material ou selecionando o processo de fabricação ideal, nossa experiência pode ajudá-lo a evitar erros dispendiosos e alcançar resultados superiores.
Entre em contato com nossos especialistas hoje mesmo através do nosso Formulário de Contato para discutir como podemos apoiar seus desafios de laboratório e produção com equipamentos de precisão e soluções personalizadas.
Guia Visual
Produtos relacionados
As pessoas também perguntam
- Qual é a função de um moinho de bolas de laboratório no pré-tratamento de carvão de pneus (WTC)? Otimizar a Reatividade do Material
- De que forma um moinho de bolas de laboratório afeta as propriedades dos materiais ao modificar compósitos de PHBV/fibra de celulose?
- Qual é a função de um moinho de bolas de laboratório na preparação de AMMCs? Otimize a Dispersão e Refino de Grãos
- Qual é a função principal de um moinho de bolas de laboratório na modificação da Cinza de Casca de Arroz (CCA)? Alcançar a Densificação de Pico
- Como um moinho de bolas de laboratório garante a qualidade da mistura de Mn3Zn0.8Sn0.2N e Ti? Alcance a homogeneidade perfeita
