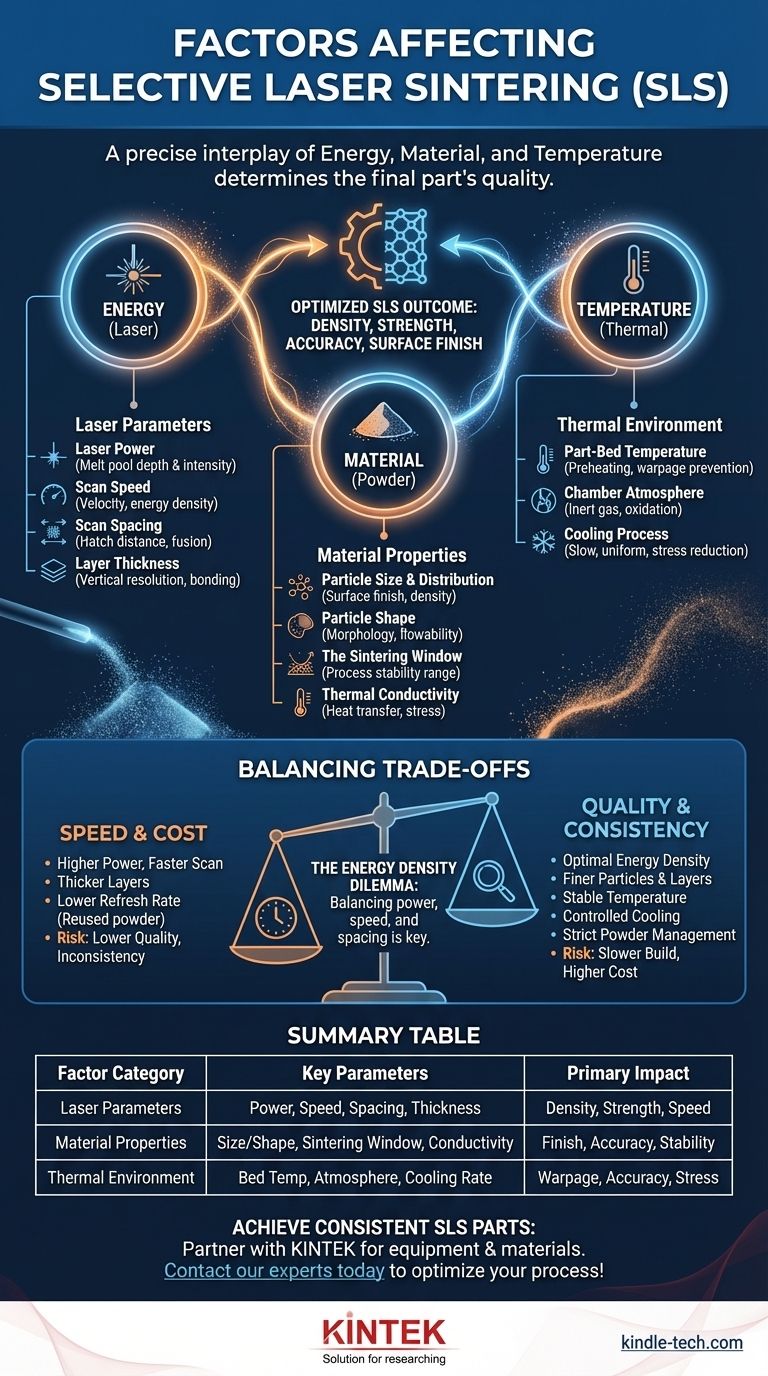
Para controlar o resultado da sinterização seletiva a laser (SLS), você deve gerenciar uma interação precisa de energia, material e temperatura. Os fatores mais críticos são os parâmetros do laser (potência, velocidade de varredura, espaçamento de varredura), as propriedades físicas e térmicas do pó de polímero e o gerenciamento térmico da câmara de construção. Esses elementos trabalham em conjunto para determinar a densidade, a resistência mecânica, a precisão dimensional e o acabamento superficial da peça final.
A Sinterização Seletiva a Laser não se trata apenas de derreter o pó; é um desafio de gerenciamento térmico. Dominar o equilíbrio entre a energia do laser que você fornece e as propriedades térmicas da cama de pó é a chave fundamental para produzir peças fortes, precisas e repetíveis.
Os Pilares Centrais da SLS: Energia, Material e Temperatura
Toda impressão SLS bem-sucedida é construída sobre o controle cuidadoso de três pilares fundamentais. Entender como eles interagem é essencial para a solução de problemas e a otimização do processo.
Parâmetros do Laser: A Entrada de Energia
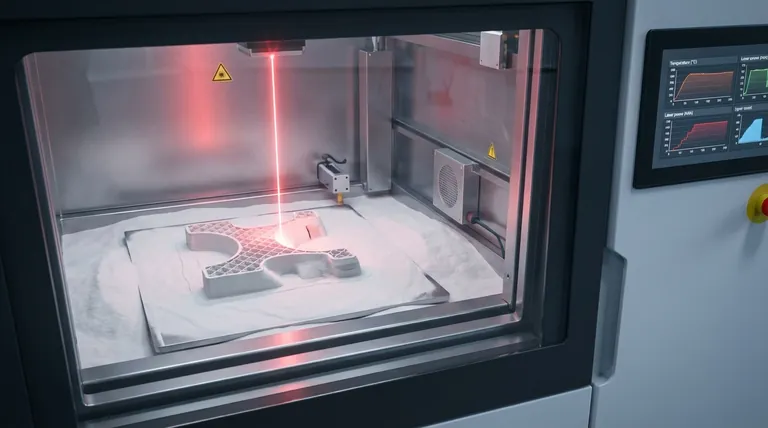
O laser é a ferramenta que fornece a energia para a sinterização. A forma como essa energia é entregue determina se as partículas se fundem corretamente ou se a peça falha.
- Potência do Laser: Isso determina a profundidade e a intensidade do poço de fusão. Uma potência maior permite uma varredura mais rápida, mas pode degradar ou queimar o polímero se não for equilibrada com a velocidade.
- Velocidade de Varredura: Esta é a velocidade do feixe de laser enquanto ele desenha uma seção transversal. A velocidade de varredura é inversamente relacionada à densidade de energia; uma velocidade mais lenta fornece mais energia a uma determinada área, promovendo uma melhor fusão.
- Espaçamento de Varredura (ou Distância de Hachura): Esta é a distância entre os caminhos de varredura adjacentes. Se o espaçamento for muito amplo, cria vazios entre as linhas de varredura, resultando em uma peça porosa e fraca. Se for muito estreito, o excesso de energia pode se acumular, causando distorção.
- Espessura da Camada: Isso define a resolução vertical da peça. Camadas mais espessas permitem construções mais rápidas, mas exigem mais energia do laser para penetrar e se ligar à camada inferior, aumentando o risco de delaminação.
Propriedades do Material: A Fundação da Peça
O pó em si não é um meio passivo. Suas características têm um impacto profundo em como ele absorve energia, flui dentro da máquina e se solidifica em uma peça final.
Características das Partículas de Pó
- Tamanho e Distribuição das Partículas: Um pó fino com uma distribuição de tamanho estreita geralmente leva a um acabamento de superfície mais suave e a uma maior densidade da peça. No entanto, partículas excessivamente finas podem ter má fluidez, dificultando a distribuição de uma camada uniforme.
- Forma da Partícula (Morfologia): Partículas altamente esféricas exibem a melhor fluidez. Isso permite que elas se compactem de forma densa e uniforme, o que é crucial para criar uma cama de pó uniforme e, consequentemente, uma peça mais forte e consistente.
Comportamento Térmico do Pó
- Janela de Sinterização: Esta é a faixa de temperatura crucial entre o ponto de cristalização do material (quando ele se solidifica) e seu ponto de fusão. Uma janela de sinterização mais ampla torna o processo mais estável e menos sensível a pequenas flutuações de temperatura.
- Condutividade Térmica: Isso mede o quão bem o pó transfere calor. Uma baixa condutividade térmica ajuda a confinar o calor ao ponto do laser, mas também pode contribuir para o estresse térmico se o calor não for dissipado corretamente.
O Ambiente Térmico: Gerenciando o Fluxo de Calor
A temperatura de todo o volume de construção, não apenas do ponto sob o laser, é talvez o fator mais crítico para produzir peças precisas e sem estresse.
Temperatura da Cama da Peça
- Toda a cama de pó é pré-aquecida a uma temperatura ligeiramente abaixo do ponto de fusão do material. Isso reduz a energia necessária do laser e, o mais importante, minimiza o gradiente térmico entre a peça sinterizada e o pó circundante, que é a principal defesa contra a deformação (warpage).
Atmosfera da Câmara
- A maioria dos polímeros de engenharia, como o nylon (PA), oxidará em altas temperaturas. Para evitar essa degradação do material, a câmara de construção é preenchida com um gás inerte, geralmente nitrogênio, criando um ambiente com privação de oxigênio.
Processo de Resfriamento
- A fase de resfriamento é tão crítica quanto a fase de impressão. As peças devem ser resfriadas lenta e uniformemente dentro do bolo de pó. Uma taxa de resfriamento rápida ou desigual introduzirá tensões internas, causando deformação significativa e potencial rachadura.
Entendendo as Compensações: Velocidade vs. Qualidade
A otimização do processo SLS sempre envolve o equilíbrio de fatores concorrentes. Raramente existe uma única configuração "melhor", apenas a melhor configuração para um objetivo específico.
O Dilema da Densidade de Energia
Densidade de Energia é uma fórmula que relaciona potência do laser, velocidade de varredura e espaçamento de varredura. Muita pouca densidade de energia resulta em "sub-sinterização", onde as partículas de pó não são totalmente fundidas, criando uma peça fraca e porosa. Muita densidade de energia causa "super-sinterização", que pode queimar o polímero, reduzir as propriedades mecânicas e causar distorção da peça.
Precisão vs. Deformação (Warpage)
Manter uma alta temperatura da cama da peça é excelente para prevenir a deformação, mas pode ter um lado negativo. A temperatura elevada pode fazer com que o calor "vaze" para o pó não sinterizado ao redor de recursos finos, fazendo com que percam definição ou "cresçam" além de suas dimensões pretendidas.
Custo vs. Consistência (Taxa de Renovação do Pó)
Reutilizar o pó não sinterizado é essencial para tornar a SLS econômica. No entanto, o pó se degrada ligeiramente a cada ciclo térmico. A taxa de renovação — a proporção de pó novo (virgem) para pó usado — é um fator operacional crítico. Uma taxa de renovação baixa economiza dinheiro, mas pode levar a uma qualidade de peça inconsistente ao longo do tempo, à medida que as propriedades do material mudam.
Otimizando Seu Processo SLS
Para alcançar o resultado desejado, concentre-se nos fatores que mais influenciam diretamente seu objetivo principal.
- Se seu foco principal for resistência mecânica: Priorize alcançar a densidade de energia ideal para garantir a fusão completa entre partículas e camadas, ajustando cuidadosamente a potência do laser e a velocidade de varredura.
- Se seu foco principal for precisão dimensional e prevenção de deformação: Domine seu gerenciamento térmico garantindo uma temperatura estável da cama da peça e implementando um ciclo de resfriamento lento e controlado.
- Se seu foco principal for acabamento de superfície: Use pós com partículas finas e esféricas e considere espessuras de camada menores, entendendo que isso aumentará o tempo de impressão.
- Se seu foco principal for repetibilidade do processo e eficiência de custo: Implemente um protocolo rigoroso de gerenciamento de pó com uma taxa de renovação consistente para neutralizar a degradação do material.
Em última análise, a impressão SLS bem-sucedida é um processo sistemático de equilibrar esses fatores concorrentes para atender às demandas específicas de sua aplicação.
Tabela de Resumo:
| Categoria de Fator | Parâmetros Chave | Impacto Principal na Peça |
|---|---|---|
| Parâmetros do Laser | Potência, Velocidade de Varredura, Espaçamento de Varredura, Espessura da Camada | Densidade, Resistência Mecânica, Velocidade de Construção |
| Propriedades do Material | Tamanho/Forma da Partícula, Janela de Sinterização, Condutividade Térmica | Acabamento de Superfície, Precisão Dimensional, Estabilidade do Processo |
| Ambiente Térmico | Temperatura da Cama da Peça, Atmosfera da Câmara, Taxa de Resfriamento | Prevenção de Deformação, Precisão Dimensional, Estresse Interno |
Alcance peças SLS consistentes e de alta qualidade com o equipamento e consumíveis corretos. A KINTEK é especializada em equipamentos e materiais de laboratório, fornecendo as ferramentas e a experiência para otimizar seu processo de sinterização seletiva a laser. Se você precisa de soluções confiáveis de manuseio de pó ou de insights sobre gerenciamento térmico, nossa equipe está aqui para apoiar o sucesso do seu laboratório. Entre em contato com nossos especialistas hoje para discutir seus desafios e metas específicos de SLS!
Guia Visual
Produtos relacionados
- Forno de Sinterização por Plasma de Faísca Forno SPS
- Placa Cerâmica de Carboneto de Silício (SiC) Resistente ao Desgaste Engenharia Cerâmica Avançada Fina
- Forno de Sinterização de Porcelana Dental a Vácuo
- Forno de Cerâmica de Porcelana Dentária de Zircônia para Sinterização em Consultório com Transformador
- Forno de Vácuo para Sinterização de Cerâmica de Porcelana Dentária de Zircônia
As pessoas também perguntam
- O que é a teoria da sinterização por plasma de faísca? Um Guia para a Densificação Rápida e de Baixa Temperatura
- Qual é o mecanismo do processo SPS? Um mergulho profundo na sinterização rápida a baixa temperatura
- Por que fornos de Sinterização por Plasma de Faísca (SPS) ou prensas quentes são utilizados na preparação de eletrólitos sólidos de Li3PS4?
- Qual é a pressão para sinterização por plasma de faísca? Um guia para otimizar os parâmetros de SPS
- Quais vantagens técnicas um forno de Sinterização por Plasma de Faísca (SPS) oferece para a produção de cerâmicas de LiZr2(PO4)3 (LZP) em comparação com métodos de sinterização tradicionais?




