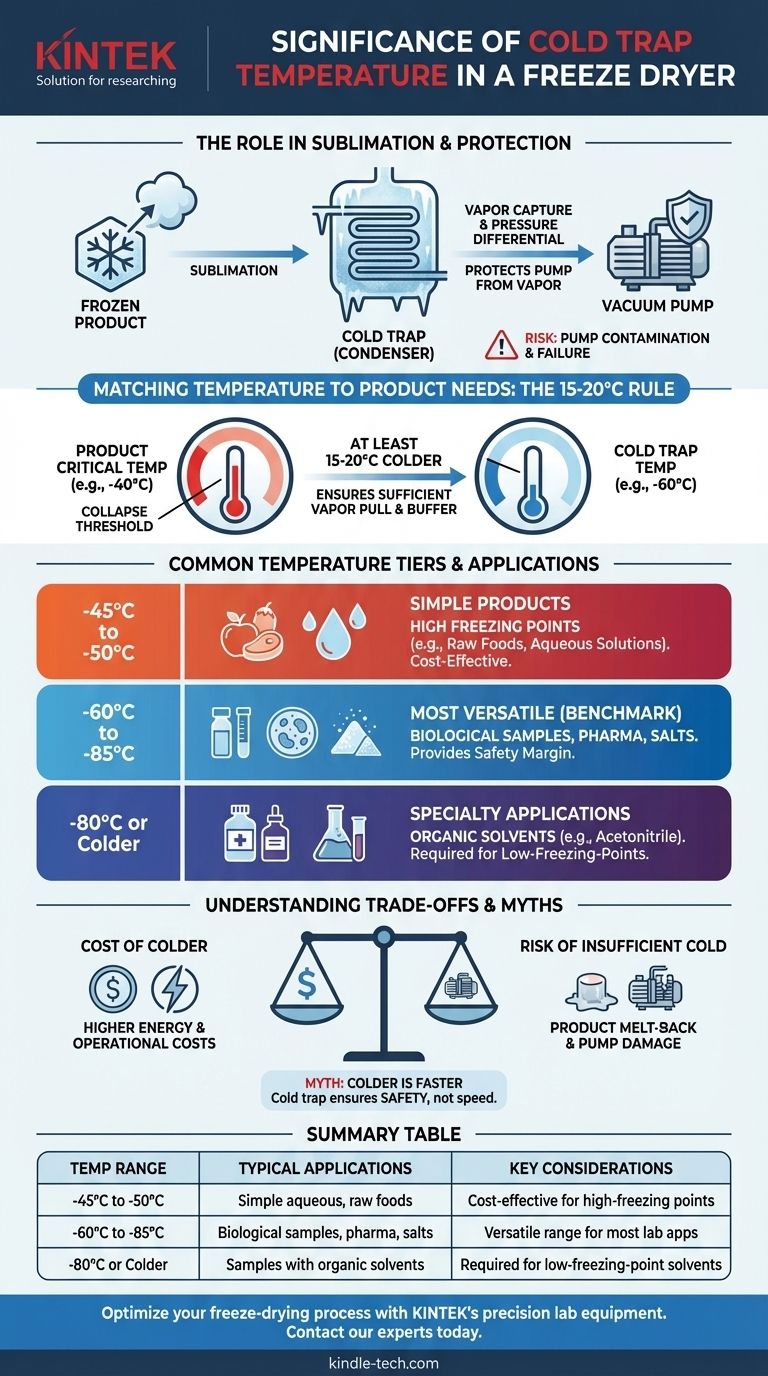
Na liofilização, a temperatura da armadilha fria determina a eficiência e a segurança de todo o processo. Sua principal importância reside na capacidade de capturar o vapor de água sublimado do seu produto. Uma temperatura mais baixa cria uma armadilha mais eficaz, garantindo que o vapor se transforme novamente em gelo nas serpentinas do condensador em vez de danificar a bomba de vácuo. As temperaturas padrão variam de -45°C para produtos simples a -80°C para aqueles que contêm solventes, sendo -60°C um ponto de referência versátil para a maioria das aplicações.
O princípio fundamental é que sua armadilha fria deve ser significativamente mais fria que seu produto para criar o diferencial de pressão necessário para a sublimação. A temperatura correta é um equilíbrio crítico entre proteger a integridade da sua amostra, garantir a eficiência do processo e gerenciar os custos operacionais.

O Papel da Armadilha Fria na Sublimação
Para entender a importância da armadilha fria, você deve primeiro compreender seu papel na física da liofilização. O objetivo é remover suavemente a água de um produto congelado sem passar por uma fase líquida.
O Motor da Sublimação
A liofilização funciona congelando primeiro o produto e, em seguida, aplicando um vácuo profundo. Sob este vácuo, a água congelada (gelo) transiciona diretamente para um gás (vapor de água) em um processo chamado sublimação.
A armadilha fria, também conhecida como condensador, é o destino para este vapor de água.
Criando o Diferencial de Pressão Necessário
O vapor de água, como qualquer gás, move-se naturalmente de uma área de maior pressão para uma área de menor pressão. A superfície do seu produto congelado tem uma certa pressão de vapor, enquanto a superfície intensamente fria da armadilha tem uma pressão de vapor muito menor.
Esta diferença de pressão é a força motriz da liofilização. Uma armadilha suficientemente fria garante um "puxão" constante e poderoso que atrai continuamente o vapor para longe do produto.
Protegendo a Bomba de Vácuo
A bomba de vácuo é essencial para criar o ambiente de baixa pressão, mas não foi projetada para lidar com grandes quantidades de vapor de água. Qualquer vapor que passe pela armadilha fria pode contaminar o óleo da bomba, reduzindo drasticamente seu desempenho e levando a reparos caros.
Uma armadilha fria especificada corretamente é o guardião final do sistema, protegendo a bomba e garantindo um vácuo estável durante todo o processo.
Combinando a Temperatura com as Necessidades do Seu Produto
A temperatura ideal da armadilha fria não é um valor único; é ditada inteiramente pela composição do produto que está sendo seco.
A Temperatura Crítica do Produto
Todo produto tem uma temperatura crítica — a temperatura máxima que pode suportar durante a secagem primária antes que sua estrutura amoleça e colapse. Isso é frequentemente referido como o ponto eutético ou temperatura de colapso.
Exceder esta temperatura causa danos irreversíveis, resultando em um lote falho. O objetivo é manter a temperatura do produto seguramente abaixo desse limite.
A Regra Prática de 15-20°C
Como princípio orientador, a temperatura da sua armadilha fria deve ser pelo menos 15°C a 20°C mais fria que a temperatura crítica do seu produto.
Esta margem garante um diferencial de pressão de vapor suficiente para impulsionar a sublimação eficiente e fornece uma reserva para flutuações do processo.
Níveis de Temperatura Comuns Explicados
Os sistemas de liofilizador são tipicamente oferecidos em faixas de temperatura distintas, cada uma adequada para diferentes aplicações.
- -45°C a -50°C: Esta faixa é eficaz para produtos com pontos de congelamento altos, como alimentos crus ou soluções aquosas simples sem sais ou solventes.
- -60°C a -85°C: Esta é a faixa mais versátil e comum. Ela fornece a margem de segurança necessária para a maioria das amostras biológicas, produtos farmacêuticos e produtos contendo sais, que deprimem significativamente o ponto de congelamento da amostra.
- -80°C ou Mais Frio: Isso é necessário para aplicações especiais envolvendo amostras que contêm baixas concentrações de certos solventes orgânicos (como acetonitrila) que possuem pontos de congelamento muito baixos.
Compreendendo as Compensações (Trade-offs)
Escolher uma temperatura é uma decisão de engenharia com compensações claras. Mais frio é mais eficaz, mas nem sempre é melhor ou necessário.
O Custo de Temperaturas Mais Frias
Atingir e manter temperaturas mais baixas requer mais energia e sistemas de refrigeração mais complexos e caros. Operar um sistema de -80°C para um produto que requer apenas -50°C é ineficiente e aumenta os custos operacionais sem agregar valor.
O Risco de uma Armadilha Insuficientemente Fria
Este é o risco mais significativo. Se a armadilha não estiver fria o suficiente, o diferencial de pressão enfraquece. Isso leva a tempos de processamento mais longos e, mais criticamente, arrisca a temperatura do produto subir acima de seu ponto crítico, causando derretimento (melt-back).
Também aumenta a quantidade de vapor que passa pela armadilha, levando à contaminação certa da bomba de vácuo.
O Mito de "Mais Frio é Mais Rápido"
Embora uma armadilha mais fria seja mais eficiente na captura de vapor, ela não encurta necessariamente o ciclo de secagem. O principal gargalo para a velocidade de secagem é frequentemente a taxa de transferência de calor para o produto. O principal trabalho da armadilha fria é garantir a segurança e a estabilidade do processo, não acelerá-lo.
Fazendo a Escolha Certa para Sua Aplicação
Baseie sua decisão em uma compreensão clara das características do seu produto e dos seus objetivos operacionais.
- Se seu foco principal é a secagem de rotina de produtos aquosos simples: Uma armadilha de -45°C ou -50°C é frequentemente suficiente, energeticamente eficiente e econômica.
- Se você está trabalhando com uma ampla variedade de amostras biológicas ou de pesquisa: Um sistema classificado para -60°C a -85°C fornece a versatilidade e a margem de segurança necessárias para a maioria das aplicações de laboratório.
- Se o seu produto contém solventes de baixo ponto de congelamento: Você deve selecionar um sistema classificado para -80°C ou mais frio para garantir a captura eficaz e evitar danos ao sistema.
Em última análise, selecionar a temperatura correta da armadilha fria é a base para um processo de liofilização bem-sucedido, repetível e seguro.
Tabela Resumo:
| Temperatura da Armadilha Fria | Aplicações Típicas | Considerações Chave |
|---|---|---|
| -45°C a -50°C | Soluções aquosas simples, alimentos crus | Econômico para produtos de alto ponto de congelamento |
| -60°C a -85°C | Amostras biológicas, produtos farmacêuticos, sais | Faixa versátil para a maioria das aplicações de laboratório |
| -80°C ou mais frio | Amostras com solventes orgânicos | Necessário para solventes de baixo ponto de congelamento |
Otimize seu processo de liofilização com equipamentos de laboratório de precisão da KINTEK. Quer você esteja processando produtos farmacêuticos, amostras biológicas ou materiais complexos à base de solventes, nossos liofilizadores com armadilhas frias calibradas com precisão garantem sublimação eficiente e proteção completa da amostra. Entre em contato com nossos especialistas hoje para discutir suas necessidades específicas de aplicação e descobrir como as soluções laboratoriais confiáveis da KINTEK podem aprimorar seus resultados e salvaguardar suas valiosas amostras.
Guia Visual
Produtos relacionados
- Refrigerador de Armadilha Fria a Vácuo Armadilha Fria Indireta
- Chiller de Armadilha Fria Direta a Vácuo
- Liofilizador de Laboratório de Alto Desempenho
- Liofilizador de Laboratório de Bancada para Uso em Laboratório
- Liofilizador de Vácuo de Laboratório de Bancada
As pessoas também perguntam
- Qual é o propósito de conectar uma armadilha fria na saída do reator? Proteger Equipamentos e Analisar Produtos Líquidos
- Por que é necessário configurar armadilhas de frio eficientes na destilação por membrana? Garanta a Estabilidade do Fluxo e a Precisão dos Dados
- Por que as armadilhas frias são consideradas equipamentos auxiliares essenciais na pesquisa de pirólise de plásticos em escala de laboratório? | KINTEK
- Qual é o papel de um armadilha fria de laboratório em experimentos de corrosão a alta temperatura? Dominando o Controle de Fase
- Por que as armadilhas frias e os tubos de secagem devem ser configurados para análise de gás WGS? Proteja o seu Micro-GC contra danos causados pela humidade.












