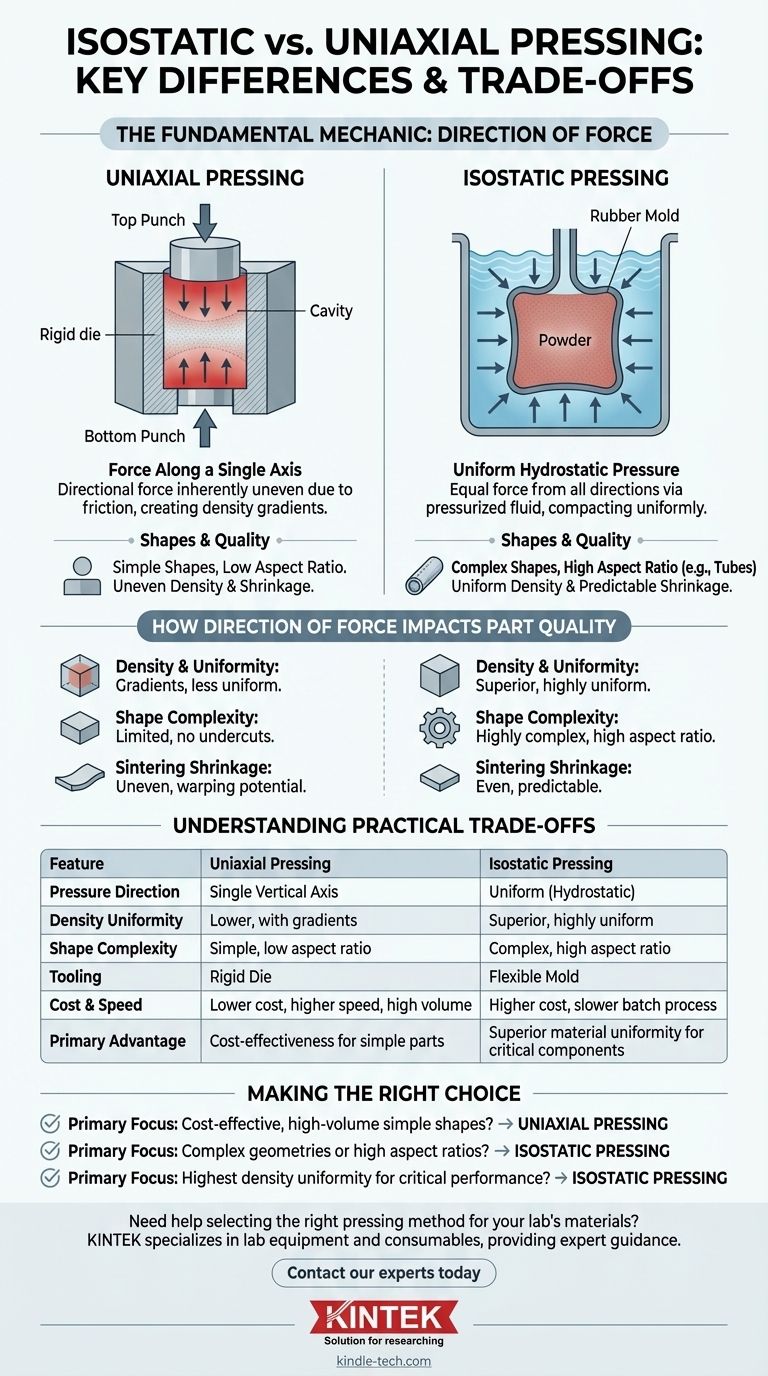
A diferença fundamental reside na forma como a pressão é aplicada. A prensagem uniaxial compacta o pó aplicando força ao longo de um único eixo vertical, tipicamente usando um punção superior e inferior dentro de uma matriz rígida. Em contraste, a prensagem isostática usa um fluido para aplicar pressão igual de todas as direções simultaneamente sobre o pó contido em um molde flexível.
Enquanto a prensagem uniaxial é um método econômico e de alta velocidade para formas simples, a prensagem isostática proporciona densidade e complexidade de forma superiores ao aplicar pressão uniforme. Isso a torna a escolha definitiva para componentes avançados onde a uniformidade do material é crítica.

A Mecânica Fundamental: Direção da Força
O método de aplicação de pressão é a distinção central que dita as capacidades e limitações de cada processo.
Prensagem Uniaxial: Força ao Longo de um Único Eixo
Neste processo, o pó é colocado em uma cavidade de matriz rígida. Uma prensa mecânica ou hidráulica então aciona punções na matriz de cima e/ou de baixo, comprimindo o pó ao longo de um eixo.
Esta força direcional é inerentemente desigual. O atrito entre as partículas de pó e a parede rígida da matriz impede que a pressão seja transmitida uniformemente por todo o componente, especialmente em peças mais altas.
Prensagem Isostática: Pressão Hidrostática Uniforme
Este método envolve o pó em um molde flexível selado feito de borracha ou plástico. O molde é então submerso em um vaso de pressão cheio de um líquido, como água ou óleo.
À medida que o fluido é pressurizado, ele exerce uma força igual e simultânea em cada superfície do molde flexível. Esta pressão hidrostática compacta o pó uniformemente de todas as direções.
Como a Direção da Força Impacta a Qualidade da Peça
A diferença na aplicação da força se traduz diretamente em diferenças significativas nas propriedades e geometria do componente final.
Densidade e Uniformidade
A prensagem uniaxial cria gradientes de densidade. As áreas mais próximas dos punções tornam-se mais densas, enquanto o centro e as áreas distantes do punção permanecem menos densas.
A prensagem isostática elimina quase completamente esses gradientes. A peça "verde" resultante (pré-sinterização) tem uma densidade notavelmente uniforme, o que é crítico para um desempenho previsível.
Complexidade da Forma e Razão de Aspecto
A prensagem uniaxial é limitada a formas que podem ser ejetadas de uma matriz rígida, restringindo-a a geometrias relativamente simples sem reentrâncias.
O molde flexível da prensagem isostática permite a produção de formas altamente complexas. Também se destaca na criação de peças com uma alta razão altura-diâmetro, como hastes ou tubos longos, que são impossíveis de formar uniformemente com a prensagem uniaxial. Isoladores de velas de ignição são um exemplo industrial clássico.
Contração Durante a Sinterização
A etapa final para a maioria dos pós compactados é a sinterização, onde a peça é aquecida para fundir as partículas. A densidade uniforme da prensagem isostática leva a uma contração uniforme e previsível.
As variações de densidade da prensagem uniaxial podem fazer com que a peça encolha de forma desigual, levando a empenamento, rachaduras ou imprecisão dimensional após a sinterização.
Compreendendo as Trocas Práticas
A escolha de um método requer o equilíbrio da capacidade técnica com as realidades econômicas e operacionais.
Ferramental, Custo e Velocidade
A prensagem uniaxial é mais rápida, mais automatizada e tem custos de ferramental e equipamento significativamente mais baixos. É o padrão para produção em alto volume de peças simples como comprimidos ou telhas cerâmicas básicas.
A prensagem isostática é um processo em lote mais lento e complexo, com maior investimento inicial em equipamentos e ferramentas.
Precisão Dimensional
Diretamente da prensa, a prensagem uniaxial oferece um controle dimensional excelente e altamente repetível porque a peça é formada em uma matriz rígida e precisamente usinada.
A prensagem isostática oferece menos controle dimensional direto. Alcançar um diâmetro preciso ou tamanho de característica pode exigir ajustes iterativos no design do molde e na quantidade de preenchimento de pó. No entanto, uma vez otimizado, o processo é repetível.
Etapas de Processo Auxiliares
Peças feitas por prensagem uniaxial frequentemente requerem um ligante de cera para auxiliar na compactação, que deve então ser queimado em uma operação de desparafinação separada e demorada.
A prensagem isostática frequentemente elimina a necessidade de um ligante, simplificando o fluxo de trabalho geral de fabricação e removendo uma fonte potencial de defeitos.
Fazendo a Escolha Certa para o Seu Objetivo
Sua decisão deve ser impulsionada pelos requisitos específicos do seu componente e pela escala de produção.
- Se o seu foco principal é a produção econômica e de alto volume de formas simples: A prensagem uniaxial é a escolha ideal devido à sua velocidade, automação e custos mais baixos.
- Se o seu foco principal é a criação de peças com geometrias complexas ou altas razões de aspecto: A prensagem isostática é o método necessário para alcançar essas formas avançadas.
- Se o seu foco principal é alcançar a maior uniformidade de densidade possível para sinterização e desempenho previsíveis: A prensagem isostática é a solução técnica superior.
Ao compreender essas trocas principais, você pode selecionar com confiança o método de compactação que se alinha aos seus requisitos técnicos e objetivos econômicos.
Tabela Resumo:
| Característica | Prensagem Uniaxial | Prensagem Isostática |
|---|---|---|
| Direção da Pressão | Eixo vertical único | Uniforme, de todas as direções (hidrostática) |
| Uniformidade da Densidade | Menor, com gradientes | Superior, altamente uniforme |
| Complexidade da Forma | Formas simples, baixa razão de aspecto | Formas complexas, alta razão de aspecto (ex: hastes, tubos) |
| Ferramental | Matriz rígida | Molde flexível |
| Custo e Velocidade | Menor custo, maior velocidade, ideal para alto volume | Maior custo, processo em lote mais lento |
| Vantagem Principal | Custo-benefício para peças simples | Uniformidade superior do material para componentes críticos |
Precisa de ajuda para selecionar o método de prensagem certo para os materiais do seu laboratório?
A escolha entre prensagem isostática e uniaxial é crítica para alcançar a densidade, forma e desempenho desejados em seus componentes. A KINTEK é especializada em equipamentos e consumíveis de laboratório, fornecendo orientação especializada para ajudá-lo a otimizar seus processos de compactação de pó.
Entre em contato com nossos especialistas hoje para discutir seus requisitos específicos de aplicação e descobrir como nossas soluções podem aprimorar seus resultados de pesquisa e produção.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
As pessoas também perguntam
- O que é o processo de prensagem isostática? Obtenha Densidade Uniforme para Peças Complexas
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo
- Qual é a temperatura de uma prensa isostática a quente? Alcance a Densificação Ótima para Seus Materiais
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão
- Qual é o princípio da prensagem isostática a quente? Alcance 100% de Densidade e Desempenho Superior

















