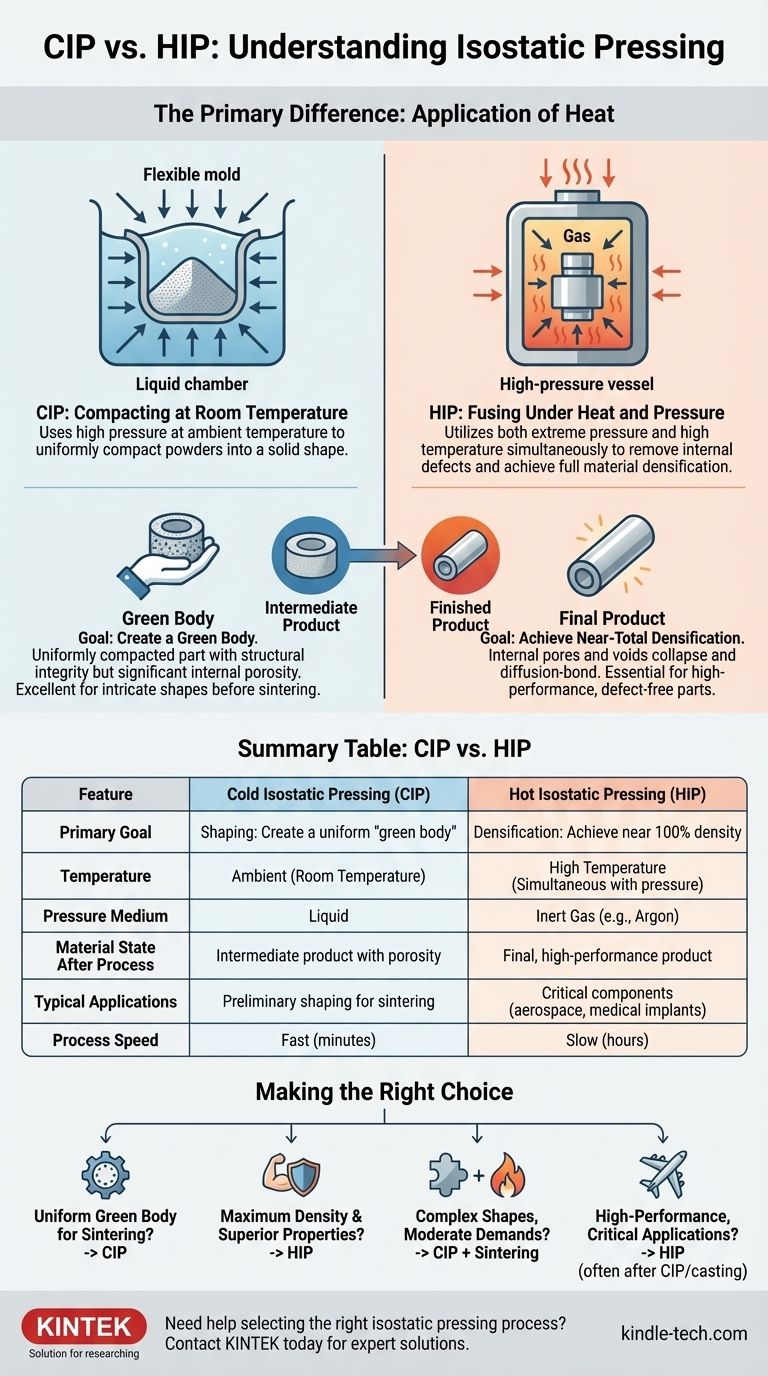
Em sua essência, a principal diferença entre a Prensagem Isostática a Frio (CIP) e a Prensagem Isostática a Quente (HIP) é a aplicação de calor. O CIP utiliza alta pressão a temperatura ambiente para compactar uniformemente pós em uma forma sólida. Em contraste, o HIP utiliza pressão extrema e alta temperatura simultaneamente para remover defeitos internos e atingir a densificação total do material.
A escolha entre CIP e HIP não se trata de selecionar um processo superior, mas sim de adequar a ferramenta certa à tarefa. O CIP é fundamentalmente um processo de conformação para criar formas iniciais, enquanto o HIP é um tratamento térmico para atingir a quase total densificação e propriedades superiores do material.

Os Processos Fundamentais: Conformação vs. Densificação
Para entender quando usar cada processo, você deve vê-los como ferramentas distintas para diferentes estágios de fabricação. Um é para formação inicial, o outro para o aperfeiçoamento final.
Prensagem Isostática a Frio (CIP): Compactação à Temperatura Ambiente
O CIP envolve colocar o pó do material em um molde flexível e submergi-lo em uma câmara líquida. Este líquido é então pressurizado, exercendo pressão uniforme de todas as direções sobre o molde.
O objetivo principal do CIP é criar um "corpo verde". Esta é uma peça uniformemente compactada com integridade estrutural suficiente para ser manuseada, mas que ainda contém porosidade interna significativa.
Como compacta o pó de maneira uniforme, o CIP é uma excelente etapa preliminar para produzir formas intrincadas ou complexas que passarão por processamento adicional, como sinterização ou HIP.
Prensagem Isostática a Quente (HIP): Fusão sob Calor e Pressão
O HIP coloca um componente dentro de um vaso de alta pressão que é então preenchido com um gás inerte, tipicamente Argônio. O vaso é aquecido a temperaturas muito altas enquanto o gás é pressurizado.
A combinação de calor e pressão isostática faz com que o material se torne plástico. Isso permite que os poros internos e vazios dentro do material colapsem e se unam por difusão.
O propósito do HIP não é criar a forma inicial, mas sim curar defeitos internos em fundidos ou consolidar pós em um produto final totalmente denso e de alto desempenho.
Comparando os Resultados: Corpo Verde vs. Produto Final
O estado do material após cada processo revela seus papéis distintos. Uma peça que sai de um ciclo CIP é um produto intermediário, enquanto uma peça que sai de um ciclo HIP é frequentemente um produto finalizado.
Propriedades Alcançadas com CIP
O CIP produz um componente com densidade altamente uniforme. Essa uniformidade é crucial porque evita empenamento e distorção durante processos subsequentes de alta temperatura, como a sinterização.
No entanto, as propriedades mecânicas de uma peça com CIP são modestas. Ela é sólida, mas ainda não atingiu a resistência ou tenacidade necessárias para aplicações exigentes.
Propriedades Alcançadas com HIP
O HIP resulta em um material que está próximo de 100% de sua densidade teórica máxima. Essa eliminação da porosidade aprimora drasticamente suas propriedades mecânicas.
Materiais que passaram por HIP exibem resistência, ductilidade, vida útil à fadiga e tenacidade à fratura superiores. Isso torna o processo essencial para componentes onde a falha não é uma opção.
Entendendo as Compensações: Tempo e Complexidade
Embora o HIP ofereça propriedades finais superiores, esses benefícios vêm com compensações significativas em tempo de processamento e complexidade.
Velocidade do Processo e Vazão
O CIP é um processo relativamente rápido, com tempos de ciclo frequentemente medidos em minutos. Isso o torna adequado para conformação preliminar de maior volume.
O HIP é significativamente mais lento, exigindo horas para um ciclo completo. Isso se deve ao tempo necessário para aquecer o vaso, aplicar pressão, manter a temperatura e resfriar com segurança.
Aplicações e Geometrias Adequadas
O CIP é ideal para criar a forma inicial de formas simples ou intrincadas que necessitam de densidade uniforme antes da sinterização final. É um método de conformação econômico.
O HIP é usado para a densificação final de componentes críticos, muitas vezes com geometrias complexas, como pás de turbinas aeroespaciais, implantes médicos e ferramentas industriais de alta tensão.
Fazendo a Escolha Certa para o Seu Objetivo
Sua escolha entre CIP e HIP — ou a decisão de usá-los em sequência — depende inteiramente dos requisitos de desempenho do seu material e da aplicação.
- Se o seu foco principal é criar um corpo verde uniforme para sinterização subsequente: O CIP é a escolha correta e mais econômica.
- Se o seu foco principal é atingir a densidade máxima e propriedades mecânicas superiores em um componente final: O HIP é o processo essencial.
- Se o seu foco principal é produzir formas complexas sem demandas críticas de desempenho: Uma sequência de CIP seguida por sinterização convencional é frequentemente suficiente.
- Se o seu foco principal é fabricar peças de alto desempenho e sem defeitos para aplicações críticas: Você quase certamente dependerá do HIP, processando frequentemente uma peça previamente formada por CIP, fundição ou fabricação aditiva.
Em última análise, entender esses processos como ferramentas complementares — uma para conformação, a outra para aperfeiçoamento — é a chave para a fabricação avançada de materiais.
Tabela Resumo:
| Característica | Prensagem Isostática a Frio (CIP) | Prensagem Isostática a Quente (HIP) |
|---|---|---|
| Objetivo Principal | Conformação: Criar um "corpo verde" uniforme | Densificação: Atingir densidade próxima de 100% |
| Temperatura | Ambiente (Temperatura Ambiente) | Alta Temperatura (Simultânea com a pressão) |
| Meio de Pressão | Líquido | Gás Inerte (ex: Argônio) |
| Estado do Material Após o Processo | Produto intermediário com porosidade | Produto final de alto desempenho |
| Aplicações Típicas | Conformação preliminar para sinterização | Componentes críticos (aeroespacial, implantes médicos) |
| Velocidade do Processo | Rápido (minutos) | Lento (horas) |
Precisa de ajuda para selecionar o processo de prensagem isostática correto para os materiais do seu laboratório?
Na KINTEK, somos especializados em equipamentos e consumíveis de laboratório, fornecendo soluções especializadas para todas as suas necessidades de processamento de materiais. Se você está conformando um novo material com CIP ou buscando a densificação máxima com HIP, nossa equipe pode ajudá-lo a escolher a ferramenta certa para alcançar resultados superiores e aumentar a eficiência do seu laboratório.
Entre em contato conosco hoje para discutir sua aplicação específica e descobrir como a KINTEK pode apoiar seus objetivos de fabricação de materiais avançados.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina CIP de Prensagem Isostática a Frio para Laboratório para Prensagem Isostática a Frio
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
As pessoas também perguntam
- Para que serve uma prensa isostática? Obtenha Densidade Uniforme e Elimine Defeitos
- Qual é a função de uma Prensa Isostática a Quente (WIP) em células de bolsa totalmente de estado sólido? Otimizar a Densidade da Bateria
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão
- Por que as Prensas Isostáticas a Quente (WIP) são necessárias para baterias de estado sólido? Alcançar contato em nível atômico
- Quais vantagens uma prensa isostática a quente oferece em relação a uma prensa uniaxial tradicional para folhas de eletrólito Li6PS5Cl?

















