No processamento de materiais, a prensagem isostática é um método de compactação de pós ou densificação de peças sólidas usando pressão uniforme de todas as direções. A diferença fundamental reside na temperatura: a Prensagem Isostática a Frio (CIP) usa um líquido à temperatura ambiente para compactar pós em uma forma preliminar, enquanto a Prensagem Isostática a Quente (HIP) usa alto calor e pressão para remover vazios internos e melhorar as propriedades do material de um componente já formado.
A escolha entre a prensagem isostática a quente e a frio não se trata de qual processo é superior, mas sim de qual estágio de fabricação você está abordando. O CIP é um processo de conformação para pós, enquanto o HIP é um processo de densificação e acabamento para peças sólidas.

O Papel da Prensagem Isostática a Frio (CIP)
A Prensagem Isostática a Frio, às vezes chamada de prensagem hidrostática, é uma etapa fundamental para a criação de peças de alta integridade a partir de pós metálicos ou cerâmicos.
O Processo Fundamental: Compactação de Pó com Fluido
No CIP, um molde flexível contendo o pó é submerso em uma câmara cheia de um líquido, tipicamente água com um inibidor de corrosão ou um óleo especializado. Uma bomba externa pressuriza esse fluido, exercendo pressão uniforme sobre o molde de todas as direções.
O Resultado: Criação de uma Peça 'Verde'
O resultado do CIP é uma peça compactada e sólida, muitas vezes chamada de pré-forma "bruta" ou "verde". Esta peça possui resistência mecânica suficiente para ser manuseada e usinada, mas ainda não atingiu sua densidade ou resistência final.
Esta peça verde deve passar por um processo subsequente de sinterização em alta temperatura, que funde as partículas de pó para atingir as propriedades finais desejadas do material.
Aplicações Chave: De Tarugos a Pré-formas de Forma Líquida
O CIP é notavelmente versátil. É usado para produzir tarugos simples e de alta integridade para processamento posterior ou para criar peças complexas de forma líquida ou quase líquida que exigem acabamento mínimo após a sinterização. Este processo garante muito pouca distorção ou rachaduras durante a queima final.
Os Dois Métodos
Existem dois métodos principais para este processo: prensagem isostática por saco úmido e prensagem isostática por saco seco. Embora difiram em ferramentas e volume de produção, ambos dependem do mesmo princípio de pressão uniforme do fluido.
O Poder da Prensagem Isostática a Quente (HIP)
A Prensagem Isostática a Quente é um processo de acabamento transformador usado para aperfeiçoar componentes depois que eles já foram formados por fundição, sinterização ou fabricação aditiva (impressão 3D).
O Processo Fundamental: Calor e Pressão para Densificação
Durante o HIP, um componente é colocado dentro de um forno de alta temperatura contido em um vaso de pressão. A câmara é aquecida a pouco abaixo do ponto de fusão do material enquanto é simultaneamente submetida a uma pressão extremamente alta e uniforme.
O Resultado: Uma Microestrutura Quase Perfeita
A combinação de calor e pressão faz com que vazios internos e poros microscópicos dentro do material colapsem e se soldem em nível atômico. Isso elimina a porosidade e cria uma microestrutura totalmente densa e uniforme.
Aplicações Chave: Aperfeiçoando Fundições e Impressões 3D
O HIP é crítico para indústrias de alto desempenho. É usado para melhorar a densidade e aliviar tensões térmicas em fundições metálicas. Para peças fabricadas aditivamente, é uma etapa essencial para curar a porosidade entre as camadas e corrigir a má adesão das camadas.
O resultado é uma melhoria dramática na ductilidade, resistência à fadiga e integridade geral da peça.
Além da Densidade: Consolidando Etapas de Fabricação
Os sistemas HIP modernos também podem consolidar várias etapas de produção em um único ciclo. Ao controlar cuidadosamente as taxas de aquecimento e resfriamento, o processo pode combinar tratamento térmico, têmpera e envelhecimento, reduzindo significativamente o tempo total de produção.
Compreendendo a Diferença Central: Conformação vs. Acabamento
A distinção mais crítica é o objetivo do processo e o estado do material de partida.
Material de Partida: Pó vs. Peça Sólida
O CIP começa exclusivamente com pó em um molde flexível. Seu propósito é compactar esse pó em uma forma sólida.
O HIP começa com uma peça sólida já existente. Seu propósito não é mudar a forma da peça, mas melhorar sua qualidade interna.
Objetivo do Processo: Moldar vs. Melhorar
O objetivo do CIP é a conformação. Ele cria um objeto manuseável a partir de material solto.
O objetivo do HIP é a melhoria. Ele pega uma boa peça e a torna excepcional, eliminando falhas internas.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção do processo correto depende inteiramente do que você precisa alcançar com seu material e componente.
- Se seu foco principal é criar um componente uniforme a partir de uma base de pó: Comece com a Prensagem Isostática a Frio para formar uma pré-forma "verde" de alta integridade com distorção mínima antes da sinterização.
- Se seu foco principal é eliminar a porosidade interna e maximizar as propriedades mecânicas de uma peça sólida (como uma fundição ou impressão 3D): Use a Prensagem Isostática a Quente para atingir densidade total e resistência superior à fadiga.
Ao entender se seu objetivo é formar ou aperfeiçoar, você pode selecionar com confiança o processo isostático que oferece o desempenho exigido para seu componente.
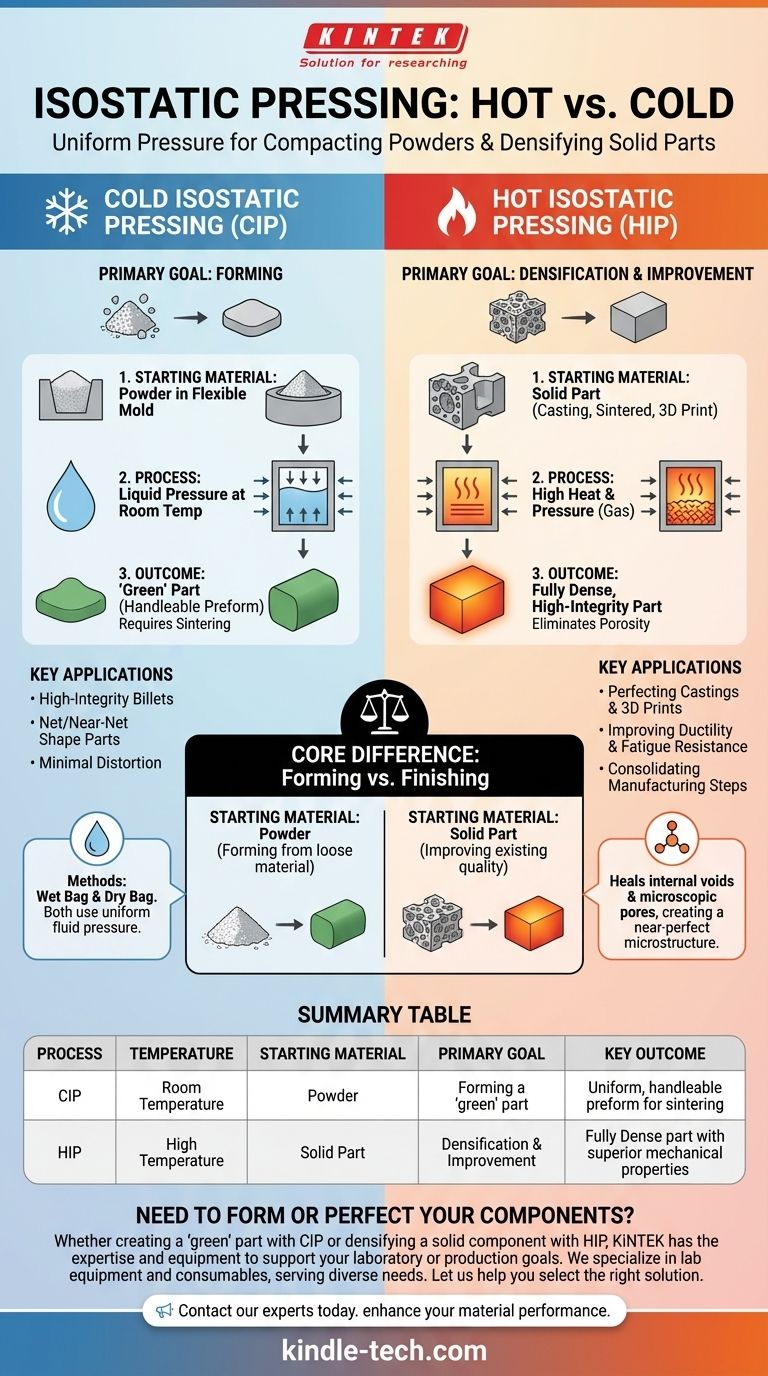
Tabela Resumo:
| Processo | Temperatura | Material de Partida | Objetivo Principal | Resultado Chave |
|---|---|---|---|---|
| Prensagem Isostática a Frio (CIP) | Temperatura Ambiente | Pó | Formação de uma peça 'verde' | Pré-forma uniforme e manuseável para sinterização |
| Prensagem Isostática a Quente (HIP) | Alta Temperatura | Peça Sólida (ex: fundição, impressão 3D) | Densificação e Melhoria | Peça totalmente densa com propriedades mecânicas superiores |
Precisa Formar ou Aperfeiçoar Seus Componentes?
Seja você trabalhando com pós metálicos ou cerâmicos e precise criar uma peça 'verde' de alta integridade via Prensagem Isostática a Frio (CIP), ou se você tem um componente sólido como uma fundição ou uma peça impressa em 3D que requer densificação e propriedades mecânicas aprimoradas via Prensagem Isostática a Quente (HIP), a KINTEK tem a experiência e o equipamento para apoiar seus objetivos de laboratório ou produção.
A KINTEK é especializada em equipamentos e consumíveis de laboratório, atendendo a diversas necessidades laboratoriais. Deixe-nos ajudá-lo a selecionar a solução de prensagem isostática certa para alcançar compactação uniforme, eliminar porosidade e melhorar a resistência à fadiga em seus materiais.
Entre em contato com nossos especialistas hoje para discutir sua aplicação específica e descobrir como nossas soluções de prensagem isostática podem aprimorar o desempenho de seu material e a eficiência de fabricação.
Guia Visual
Produtos relacionados
- Máquina Automática de Prensa Isostática a Frio de Laboratório Prensagem Isostática a Frio
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Moldes de Prensagem Isostática para Laboratório
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
As pessoas também perguntam
- O que é o processo isostático a frio? Alcançar Densidade Uniforme em Peças Complexas de Pós
- Que papel desempenha a prensagem isostática a frio na formação de barras de alimentação para o crescimento de monocristais? Garanta Estabilidade.
- Como a Prensagem Isostática a Frio (CIP) beneficia os reatores de cerâmica SiC? Alcançar integridade impecável do material
- De que forma a Prensagem Isostática a Frio (CIP) melhora o desempenho das baterias LiFePO4? Aumenta a Densidade e a Condutividade
- O que é o método de prensagem isostática para cerâmicas? Obtenha Densidade Uniforme para Peças Complexas

















