Sim, a capacidade de serem formados em uma vasta gama de formas é uma das propriedades mais fundamentais e valiosas dos metais. Essa característica única não é um acidente; é um resultado direto de sua estrutura atômica. Compreender como e por que os metais podem ser moldados é a base da engenharia moderna, da manufatura e da tecnologia.
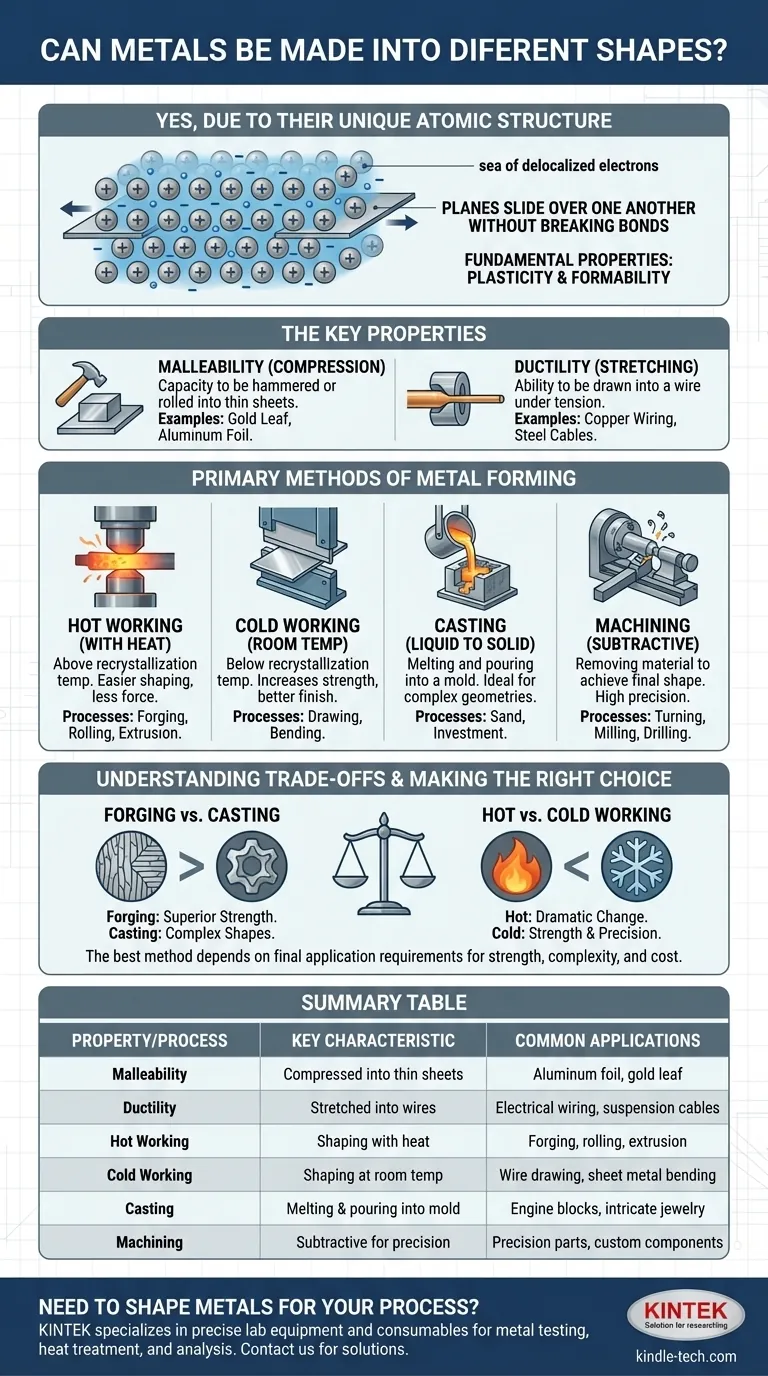
O exclusivo "mar de elétrons" na estrutura atômica de um metal confere-lhe plasticidade inerente, permitindo que seja dobrado, esticado e comprimido em novas formas sem fraturar. Essa moldagem é alcançada através de uma variedade de processos, categorizados principalmente por se o metal é aquecido (trabalho a quente), moldado à temperatura ambiente (trabalho a frio) ou derretido e vazado (fundição).

As Propriedades Fundamentais Que Permitem a Moldagem
A versatilidade dos metais não é mágica; ela se origina de seu arranjo atômico específico e das ligações que os mantêm unidos. Essas propriedades têm nomes e implicações distintas.
Ligação Metálica: A Chave Atômica
Ao contrário de outros materiais onde os elétrons são fixos entre átomos específicos, os metais consistem em uma rede de íons positivos imersos em um "mar" de elétrons compartilhados e deslocalizados.
Essa estrutura permite que planos de átomos deslizem uns sobre os outros sob força sem quebrar a ligação metálica. Esta é a razão principal pela qual os metais podem se deformar plasticamente (mudar de forma permanentemente) em vez de se estilhaçarem como vidro.
Maleabilidade: A Capacidade de Ser Comprimido
A maleabilidade é a capacidade de um metal ser martelado, prensado ou laminado em chapas finas sem quebrar. Ela descreve a resistência de um material a forças compressivas.
O ouro é o metal mais maleável, capaz de ser martelado em uma folha translúcida de apenas alguns átomos de espessura. A alta maleabilidade do alumínio é o que permite que ele seja laminado na folha fina usada nas cozinhas.
Ductilidade: A Capacidade de Ser Esticado
A ductilidade é a capacidade de um metal ser estirado em um fio sob tensão de tração (puxando). Esta propriedade é crucial para criar tudo, desde fiação elétrica até cabos de pontes suspensas.
O cobre é excepcionalmente dúctil, tornando-o o padrão para fios elétricos. A combinação de ductilidade e alta resistência do aço permite que ele seja formado em barras de reforço (vergalhões) que conferem ao concreto sua resistência à tração.
Métodos Primários de Conformação de Metais
Engenheiros e artesãos usam uma variedade de técnicas para explorar a plasticidade inerente dos metais. Esses métodos são amplamente agrupados por temperatura e pela natureza da força de conformação.
Trabalho a Quente: Moldagem com Calor
Aquecer um metal acima de sua temperatura de recristalização o torna significativamente mais macio e mais dúctil. Isso permite grandes mudanças de forma com menos força e sem endurecer o material.
Os processos comuns de trabalho a quente incluem forjamento (moldagem com martelos ou prensas), laminação (passar metal quente por rolos para reduzir sua espessura) e extrusão (empurrar metal quente através de uma matriz moldada).
Trabalho a Frio: Moldagem à Temperatura Ambiente
O trabalho a frio é realizado abaixo da temperatura de recristalização do metal. Embora exija mais força, ele aumenta a resistência e a dureza do metal através de um processo chamado encruamento.
Processos como trefilação (puxar metal através de uma matriz para criar fio) e dobramento de chapas metálicas são tipicamente feitos a frio para obter melhor acabamento superficial e precisão dimensional.
Fundição: Do Líquido ao Sólido
A fundição envolve derreter completamente o metal e derramar o líquido em um molde da forma desejada. É ideal para criar geometrias complexas ou intrincadas que seriam difíceis ou impossíveis de alcançar por outros meios.
Tudo, desde blocos de motor até joias, é feito através de métodos de fundição como fundição em areia ou fundição de precisão.
Usinagem: A Abordagem Subtrativa
Ao contrário dos métodos acima que formam o metal, a usinagem é um processo subtrativo. Ela começa com uma peça maior de metal (um bloco, barra ou haste) e remove material usando ferramentas de corte para atingir a forma final.
Torneamento (em um torno), fresagem (com um cortador rotativo) e perfuração são todas operações de usinagem usadas para criar peças com alta precisão.
Compreendendo as Compensações
Nenhum método de conformação é o melhor para todas as aplicações. A escolha do processo envolve um equilíbrio crítico entre custo, propriedades finais desejadas e complexidade geométrica.
Trabalho a Quente vs. Trabalho a Frio
O trabalho a quente permite mudanças dramáticas de forma e usa menos energia, mas o produto final tem um acabamento superficial mais áspero e menos precisão dimensional.
O trabalho a frio produz uma peça mais forte e dura com um acabamento suave e tolerâncias apertadas. No entanto, ele torna o metal menos dúctil, e apenas mudanças de forma limitadas são possíveis antes que o metal precise ser tratado termicamente (recozido) para restaurar sua ductilidade.
Forjamento vs. Fundição
A fundição pode criar quase qualquer forma, não importa quão complexa. No entanto, o processo de resfriamento pode introduzir porosidade e uma estrutura de grãos mais fraca e não uniforme.
Forjar uma peça alinha a estrutura interna dos grãos do metal com a forma da peça, criando resistência e fadiga excepcionais. É por isso que componentes críticos como trens de pouso de aeronaves e ferramentas manuais de alta qualidade são forjados.
O Impacto nas Propriedades do Material
É fundamental entender que o processo de conformação altera o metal. O trabalho a frio o torna mais forte, mas mais quebradiço. O trabalho a quente refina a estrutura dos grãos. A velocidade de resfriamento na fundição dita as propriedades finais. Cada etapa da fabricação é parte integrante do desempenho final do componente.
Fazendo a Escolha Certa para o Seu Objetivo
O melhor método para moldar um metal depende inteiramente dos requisitos da aplicação final para resistência, complexidade e custo.
- Se o seu foco principal é máxima resistência e durabilidade: Processos de forjamento ou trabalho a frio são frequentemente superiores, pois refinam a estrutura interna dos grãos do metal.
- Se o seu foco principal é criar uma forma altamente complexa ou intrincada: Fundição ou manufatura aditiva moderna (impressão 3D) são os métodos mais eficazes.
- Se o seu foco principal é a produção em massa de formas simples como chapas ou fios: Laminação e trefilação são as escolhas mais eficientes e econômicas.
- Se o seu foco principal é alcançar alta precisão e um acabamento superficial liso: A usinagem é tipicamente necessária, muitas vezes como uma etapa final após um processo inicial de conformação ou fundição.
Compreender esses métodos fundamentais é o primeiro passo para aproveitar a imensa versatilidade dos metais para qualquer aplicação.
Tabela Resumo:
| Propriedade/Processo | Característica Principal | Aplicações Comuns |
|---|---|---|
| Maleabilidade | Pode ser comprimido em chapas finas | Folha de alumínio, folha de ouro |
| Ductilidade | Pode ser esticado em fios | Fiação elétrica, cabos de suspensão |
| Trabalho a Quente | Moldagem acima da temperatura de recristalização | Forjamento, laminação, extrusão |
| Trabalho a Frio | Moldagem à temperatura ambiente para resistência | Trefilação de arame, dobramento de chapas metálicas |
| Fundição | Derretimento e vazamento em um molde | Blocos de motor, joias intrincadas |
| Usinagem | Processo subtrativo para alta precisão | Peças de precisão, componentes personalizados |
Precisa moldar metais para o seu laboratório ou processo de fabricação? A KINTEK é especializada em fornecer os equipamentos de laboratório e consumíveis precisos necessários para testes de metais, tratamento térmico e análise. Quer você esteja trabalhando com forjamento, fundição ou usinagem, nossas soluções o ajudam a alcançar as propriedades de material e precisão certas para suas aplicações. Entre em contato conosco hoje para discutir como podemos apoiar suas necessidades de conformação e fabricação de metais!
Guia Visual