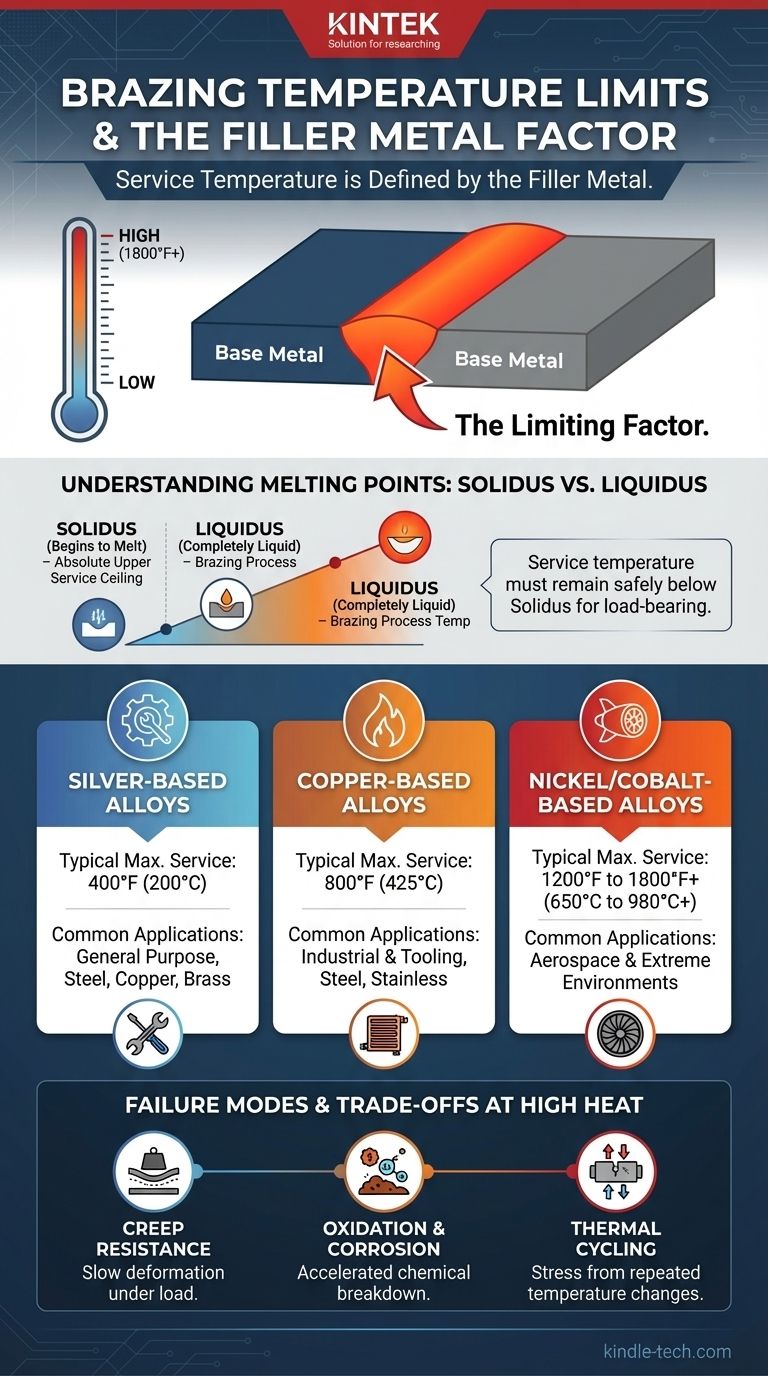
A temperatura de serviço que uma junta soldada por brasagem pode suportar depende inteiramente do metal de adição utilizado na junta. Isso pode variar de apenas 400°F (200°C) para algumas ligas à base de prata a bem mais de 1800°F (980°C) para ligas de níquel especializadas projetadas para aplicações aeroespaciais. A resistência de qualquer junta soldada por brasagem degrada-se significativamente à medida que a temperatura de serviço aumenta e se aproxima do ponto de fusão da liga de adição.
A temperatura máxima que uma junta soldada por brasagem pode suportar é fundamentalmente limitada pela temperatura de solidus (o ponto em que começa a derreter) da liga de adição específica utilizada. Para qualquer aplicação de suporte de carga, a temperatura de serviço deve permanecer seguramente abaixo deste ponto.

O Metal de Adição: O Fator Limitante na Brasagem a Altas Temperaturas
Uma junta soldada por brasagem é um composto de dois ou mais metais base unidos por um metal de adição. Para criar a junta, o conjunto é aquecido a uma temperatura alta o suficiente para derreter o metal de adição, mas não os metais base. Isso significa que o metal de adição é, por projeto, o componente com o ponto de fusão mais baixo.
Por Que o Metal de Adição Governa a Resistência à Temperatura
A liga de adição é a "cola" que mantém os metais base unidos. Como derrete a uma temperatura muito mais baixa do que os materiais que une, será sempre a primeira parte do conjunto a amolecer e perder resistência quando aquecida.
A integridade estrutural da junta a uma temperatura elevada é, portanto, uma função direta das propriedades do metal de adição a essa temperatura.
Compreendendo Solidus vs. Líquidus
Para avaliar corretamente os limites de temperatura, dois termos chave são críticos:
- Solidus: A temperatura na qual a liga de adição começa a derreter. Este é o teto superior absoluto para a temperatura de serviço de uma junta. Mesmo aproximar-se desta temperatura causará uma redução drástica da resistência.
- Líquidus: A temperatura na qual a liga de adição está completamente líquida. Conforme as referências fornecidas indicam, o próprio processo de brasagem deve ser realizado a uma temperatura acima do líquidus para garantir que a liga flua corretamente para dentro da junta.
A diferença entre as temperaturas de solidus e líquidus é a "faixa de fusão" da liga. Uma liga com uma faixa de fusão estreita proporciona uma transição mais previsível de sólido para líquido.
Ligas de Brasagem Comuns e Seus Limites de Serviço
A escolha do metal de adição é uma decisão de engenharia crítica baseada no ambiente operacional pretendido. As ligas são tipicamente agrupadas em famílias com características de desempenho distintas.
Ligas à Base de Prata
Estas são extremamente comuns para união de propósito geral de aço, cobre e latão devido ao seu excelente fluxo e alta resistência à temperatura ambiente. No entanto, a sua resistência diminui relativamente rápido com o calor.
Temperatura Máxima Típica de Serviço: 400°F (200°C) para serviço contínuo.
Ligas à Base de Cobre
Utilizadas principalmente para soldar por brasagem aço, aço inoxidável e carboneto de tungsténio, as ligas de cobre oferecem boa resistência numa faixa de temperatura mais elevada do que as ligas de prata. São uma escolha económica para muitas aplicações industriais.
Temperatura Máxima Típica de Serviço: 800°F (425°C), com alguma variabilidade.
Ligas à Base de Níquel e Cobalto
Estas são ligas de alto desempenho projetadas para os ambientes mais exigentes, como pás de turbina de motores a jato e turbinas a gás industriais. Oferecem resistência excecional, resistência à fluência (creep) e resistência à oxidação em temperaturas extremas.
Temperatura Máxima Típica de Serviço: 1200°F a mais de 1800°F (650°C a 980°C+).
Compreendendo as Compensações e Modos de Falha
Simplesmente escolher uma liga com um ponto de fusão elevado não é suficiente. Aplicações de alta temperatura introduzem desafios únicos que devem ser considerados no projeto da junta.
Resistência à Fluência (Creep)
A fluência é a tendência de um material se deformar lenta e permanentemente sob uma carga constante, especialmente a temperaturas elevadas. Uma junta perfeitamente forte por curtos períodos pode falhar ao longo de meses ou anos devido à fluência se a liga de adição não for projetada para essa tensão e temperatura específicas.
Oxidação e Corrosão
As altas temperaturas aceleram drasticamente reações químicas como a oxidação. O metal de adição não só deve manter a junta unida, mas também resistir a ser corroído ou oxidado pelo seu ambiente operacional, o que o enfraqueceria ao longo do tempo.
Ciclos Térmicos
Se o componente for aquecido e arrefecido repetidamente, as diferentes taxas de expansão térmica dos metais base e do metal de adição podem induzir tensão. Este ciclo pode levar a fissuras de fadiga e eventual falha da junta.
Fazendo a Escolha Certa para o Seu Objetivo
Para garantir a fiabilidade, deve fazer corresponder a liga de brasagem às exigências do ambiente operacional.
- Se o seu foco principal for a união de propósito geral para serviço à temperatura ambiente: As ligas à base de prata oferecem uma excelente combinação de resistência, ductilidade e facilidade de uso.
- Se a sua aplicação envolver calor moderado até 800°F (425°C), como em permutadores de calor ou ferramentas: As ligas à base de cobre fornecem uma solução robusta e mais económica do que as opções de alto desempenho.
- Se estiver a projetar para ambientes extremos como aeroespacial ou turbinas industriais: Deve utilizar uma liga de níquel ou cobalto de alto desempenho especificamente concebida para resistência a altas temperaturas e resistência à fluência.
Em última análise, compreender que a liga de adição dita os limites térmicos da junta é a chave para projetar um conjunto soldado por brasagem seguro e fiável.
Tabela de Resumo:
| Família de Metal de Adição | Temperatura Máxima Típica de Serviço Contínuo | Aplicações Comuns |
|---|---|---|
| Ligas à Base de Prata | 400°F (200°C) | União de propósito geral de aço, cobre, latão |
| Ligas à Base de Cobre | 800°F (425°C) | Brasagem de aço, aço inoxidável, carboneto de tungsténio |
| Ligas à Base de Níquel/Cobalto | 1200°F a 1800°F+ (650°C a 980°C+) | Turbinas aeroespaciais, turbinas a gás industriais |
Garanta que as Suas Juntas Soldadas por Brasagem Suportam o Calor
Escolher o metal de adição correto é fundamental para a segurança e longevidade dos seus conjuntos de alta temperatura. Os especialistas da KINTEK especializam-se em fornecer o equipamento de laboratório preciso e os consumíveis necessários para processos de brasagem fiáveis. Quer esteja a trabalhar em fabricação geral ou em componentes aeroespaciais de ponta, temos as soluções para apoiar os seus desafios de união de materiais.
Deixe-nos ajudá-lo a selecionar os materiais perfeitos para a sua aplicação. Contacte os nossos especialistas em brasagem hoje mesmo para uma consulta!
Guia Visual
Produtos relacionados
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Forno de Mufla de Alta Temperatura para Desgaseificação e Pré-Sinterização de Laboratório
- Barco de Evaporação Especial de Molibdênio, Tungstênio e Tântalo
- Placa Cerâmica de Nitreto de Boro (BN)
- Máquina de Montagem a Frio a Vácuo para Preparação de Amostras
As pessoas também perguntam
- Como funciona um forno de brasagem a vácuo? Obtenha uma união de metal superior e sem fluxo
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
- O que é o processo de tratamento térmico a vácuo? Obtenha Controle, Limpeza e Qualidade Superiores
- Como se brasa um forno? Um Guia para a União de Metais de Alto Volume e Precisão
- Como funciona o tratamento térmico a vácuo? Alcance Propriedades Superiores do Material em um Ambiente Imaculado





