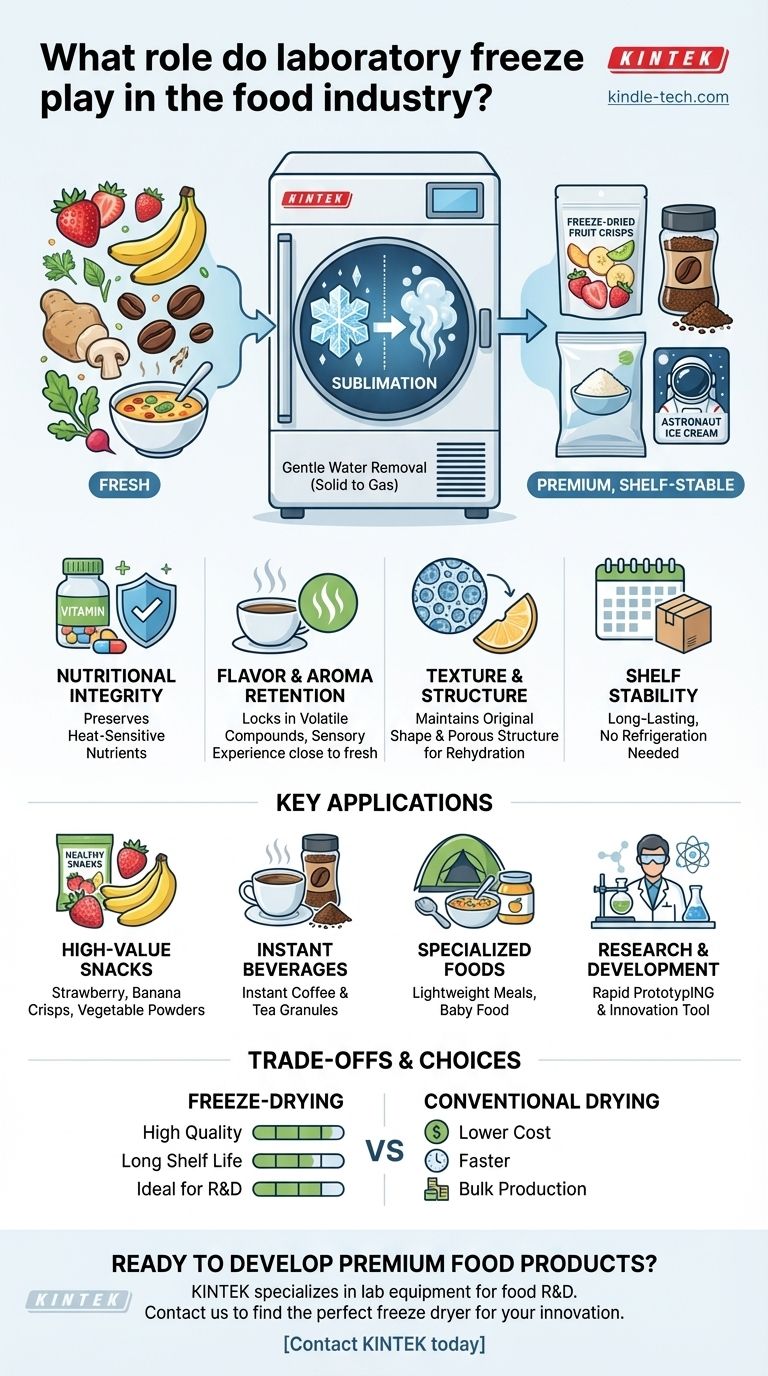
Na indústria alimentar, um liofilizador de laboratório desempenha um papel crítico na preservação, transformando bens perecíveis em produtos de alta qualidade e com longa vida útil. Esta tecnologia remove a água através de um processo chamado sublimação, que preserva o valor nutricional original, o sabor, a cor e a textura dos alimentos muito melhor do que os métodos de secagem convencionais. O resultado são alimentos leves e duradouros que não requerem refrigeração.
Embora muitos métodos possam desidratar alimentos, a liofilização é a tecnologia de referência para preservar a integridade do produto final. Não se trata apenas de remover água, mas sim de reter a qualidade que define um item alimentar premium.

Como a Liofilização Preserva a Qualidade Máxima
Ao contrário da desidratação convencional que utiliza calor, a liofilização (liofilização) funciona congelando o material e depois reduzindo a pressão circundante. Isso permite que a água congelada nos alimentos passe diretamente de um estado sólido para um gasoso.
O Princípio da Sublimação
O cerne da liofilização é a sublimação. Ao contornar a fase líquida, o processo evita os danos estruturais significativos causados pelo calor e pela tensão da água.
Esta remoção suave da água deixa a estrutura celular, os compostos de sabor e o perfil nutricional dos alimentos quase totalmente intactos.
Preservando a Integridade Nutricional
O calor pode degradar vitaminas e outros nutrientes sensíveis. Como a liofilização é um processo de baixa temperatura, é excecionalmente eficaz na retenção do valor nutricional da matéria-prima original.
Isso a torna o método preferido para a produção de alimentos focados na saúde, suplementos e ingredientes nutracêuticos onde a potência é primordial.
Retendo Sabor e Aroma
Os compostos voláteis responsáveis pelo sabor e aroma são facilmente perdidos durante a secagem baseada em calor. A liofilização mantém esses compostos no lugar.
É por isso que os grânulos de café liofilizado, ervas e especiarias oferecem uma experiência sensorial muito mais próxima dos seus equivalentes frescos.
Mantendo a Estrutura e Textura Originais
A liofilização cria uma estrutura porosa que permite que o produto seja reidratado quase instantaneamente. O alimento mantém sua forma, tamanho e uma textura surpreendentemente crocante ou leve.
Isso é evidente em produtos como frutas liofilizadas, que permanecem inteiras e crocantes, ou sorvete de astronauta, que mantém sua forma original.
Principais Aplicações na Indústria Alimentar
Os benefícios únicos da liofilização suportam uma ampla gama de aplicações, desde produtos para o consumidor final até pesquisa e desenvolvimento críticos.
Snacks e Ingredientes de Alto Valor
A liofilização é o método preferido para criar snacks premium e saudáveis. Exemplos populares incluem morangos inteiros, bananas fatiadas e batatas fritas de vegetais.
Também é usada para produzir ingredientes em pó, como pós de frutas ou vegetais, que fornecem sabor e cor concentrados a outros produtos alimentares.
Bebidas Instantâneas
A moderna indústria de café instantâneo foi construída sobre a liofilização. O processo cria grânulos que se dissolvem rapidamente, preservando o rico sabor e aroma da bebida original.
A mesma tecnologia é aplicada para criar chás instantâneos de alta qualidade e outras misturas de bebidas em pó.
Alimentos Especializados e de Conveniência
A liofilização permite a criação de refeições leves e nutritivas para campistas, caminhantes e militares. Também é ideal para produzir alimentos para bebés de longa duração que reidratam rápida e seguramente.
Pesquisa e Desenvolvimento de Produtos
Num ambiente laboratorial, os liofilizadores são ferramentas indispensáveis para os cientistas alimentares. Eles permitem a prototipagem rápida e a experimentação com novos conceitos alimentares, ingredientes e técnicas de preservação em pequena escala e de forma controlada.
Compreendendo as Desvantagens
Embora a liofilização ofereça resultados superiores, é um processo especializado com considerações operacionais distintas que o tornam inadequado para todas as aplicações.
Alto Investimento Inicial e Custos Operacionais
O equipamento de liofilização é mais complexo e caro do que os desidratadores convencionais. O processo também é intensivo em energia devido ao vácuo profundo e à refrigeração necessários, o que leva a custos operacionais mais elevados.
Tempos de Processamento Mais Longos
Um ciclo típico de liofilização pode levar 24 horas ou mais, dependendo do produto e do equipamento. Isso é significativamente mais lento do que os métodos de secagem baseados em calor, que podem levar apenas algumas horas.
Adequação para Produtos com Alto Teor de Humidade
A tecnologia é mais eficaz e eficiente para produtos com alto teor de água. Pode não ser a escolha mais económica para alimentos com níveis de humidade iniciais mais baixos, onde outros métodos poderiam ser suficientes.
Fazendo a Escolha Certa para o Seu Objetivo
A seleção de um método de secagem depende inteiramente das prioridades do seu projeto, equilibrando custo, velocidade e qualidade desejada do produto final.
- Se o seu foco principal é qualidade premium e longa vida útil: A liofilização é a melhor escolha indiscutível para preservar o valor nutricional, sabor e textura.
- Se o seu foco principal é produção em massa rápida e de baixo custo: A secagem convencional ao ar ou em forno é uma alternativa mais económica e rápida, embora à custa da qualidade do produto.
- Se o seu foco principal é o desenvolvimento e a inovação de novos produtos: Um liofilizador de laboratório é uma ferramenta essencial de P&D para criar produtos alimentares de alto valor e inovadores.
Em última análise, adotar a liofilização é um investimento na entrega de um produto superior que se destaca no mercado.
Tabela Resumo:
| Principal Vantagem | Descrição |
|---|---|
| Integridade Nutricional | Preserva vitaminas e nutrientes sensíveis ao calor melhor do que a secagem baseada em calor. |
| Retenção de Sabor & Aroma | Retém compostos voláteis, oferecendo uma experiência sensorial próxima à dos alimentos frescos. |
| Textura & Estrutura | Cria uma estrutura porosa para reidratação instantânea e mantém a forma original. |
| Estabilidade em Prateleira | Produz alimentos leves e duradouros que não requerem refrigeração. |
Pronto para desenvolver produtos alimentares premium e com longa vida útil, com qualidade incomparável?
A KINTEK é especializada em equipamentos e consumíveis de laboratório, atendendo às necessidades precisas dos laboratórios de alimentos. Nossos liofilizadores são a ferramenta essencial de P&D para cientistas de alimentos focados na inovação, ajudando você a criar snacks, ingredientes e bebidas instantâneas de alto valor, preservando propriedades nutricionais e sensoriais críticas.
Invista na tecnologia de referência para a preservação de alimentos. Entre em contato com a KINTEK hoje para encontrar o liofilizador de laboratório perfeito para o seu projeto!
Guia Visual
Produtos relacionados
- Liofilizador de Laboratório de Alto Desempenho
- Liofilizador de Laboratório de Alto Desempenho para Pesquisa e Desenvolvimento
- Liofilizador de Laboratório de Bancada para Uso em Laboratório
- Liofilizador de Vácuo de Laboratório de Bancada
- 808L Precisão Laboratório Vertical Ultra Freezer de Baixa Temperatura
As pessoas também perguntam
- Que tipos de amostras líquidas podem ser processadas usando um liofilizador de laboratório? Preserve Seus Materiais Sensíveis
- Quais são as vantagens técnicas de usar um liofilizador de laboratório para precursores de carbono poroso? Preservar Redes 3D
- Que precauções devem ser tomadas ao usar um liofilizador de laboratório? Etapas Essenciais para Liofilização Confiável
- Quais são as principais vantagens da liofilização laboratorial? Preserve Materiais Sensíveis com Liofilização Suave
- Quais são os passos para usar um liofilizador de laboratório? Domine a Liofilização para uma Preservação Superior de Amostras



















