Em sua essência, a prensagem isostática a quente (HIP) é um método de processamento de materiais que utiliza uma combinação de alta temperatura e pressão imensa e uniforme para densificar materiais e eliminar defeitos internos. Um componente ou metal em pó é primeiro selado em um recipiente, que é então colocado dentro de um vaso de alta pressão. Um gás inerte, tipicamente Argônio, é usado para aplicar pressão uniforme de todas as direções enquanto o vaso é aquecido, consolidando o material em um estado sólido e totalmente denso.
O conceito central do HIP não é apenas prensar, mas um tratamento térmico sofisticado. Ele usa gás inerte como um meio de pressão perfeitamente uniforme para aquecer e comprimir materiais simultaneamente, fechando vazios microscópicos e criando componentes com propriedades impossíveis de alcançar apenas por meio de fundição ou forjamento convencionais.

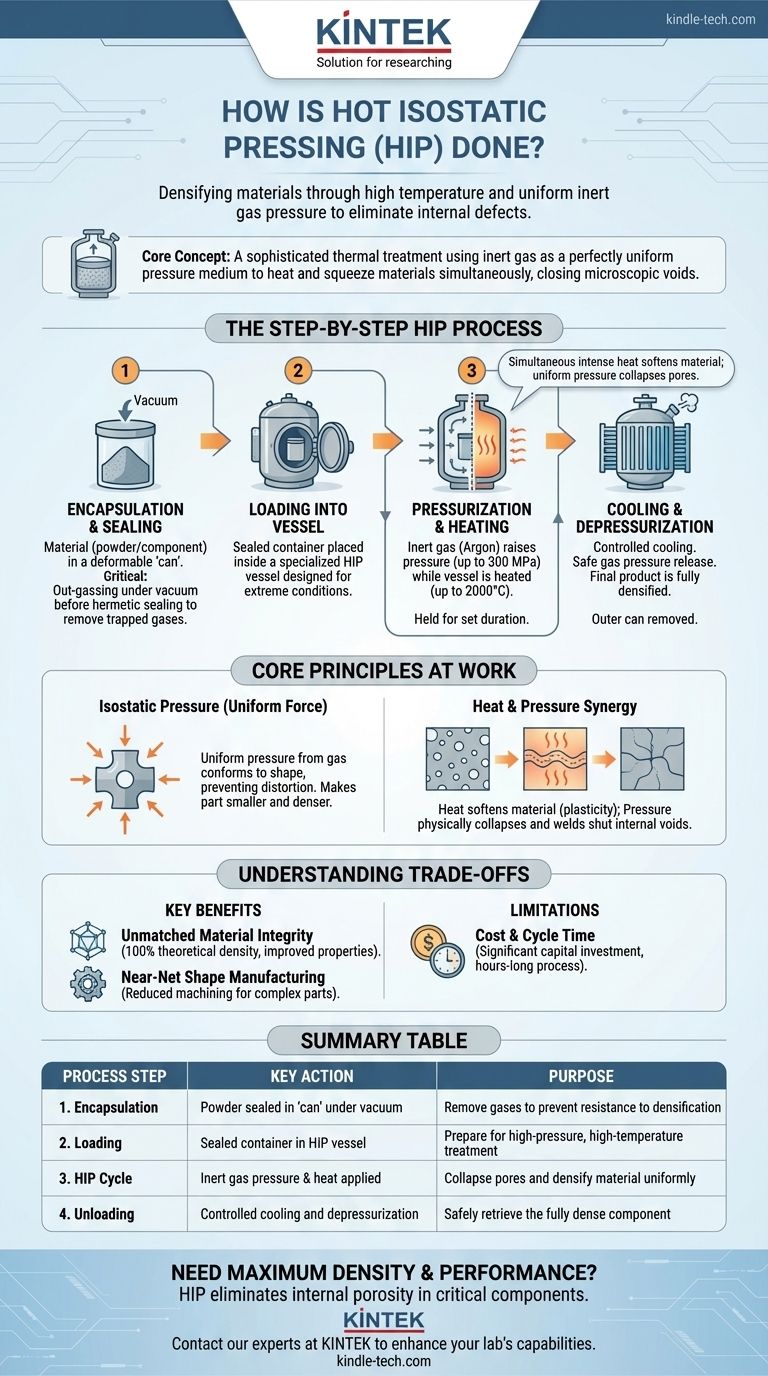
O Processo HIP Passo a Passo
Compreender como a prensagem isostática a quente é realizada envolve algumas etapas precisas e críticas, desde a preparação até o produto final denso.
Etapa 1: Encapsulamento e Selagem
Antes do início do processo, o material — frequentemente um metal ou pó cerâmico — é colocado em um recipiente especialmente projetado, às vezes chamado de "lata". Esta lata é tipicamente feita de um metal ou vidro que se deformará sob pressão.
A parte mais crítica desta etapa é a desgaseificação. O recipiente é colocado sob vácuo para remover todo o ar e outros gases antes de ser hermeticamente selado. Isso evita que gases presos resistam ao processo de densificação.
Etapa 2: Carregamento no Vaso HIP
O recipiente selado é então colocado dentro da câmara de uma prensa isostática a quente. Este é um equipamento especializado projetado para lidar com segurança com temperaturas e pressões extremas.
Etapa 3: Pressurização e Aquecimento
O vaso HIP é selado, e um gás inerte, quase sempre Argônio, é bombeado para a câmara para aumentar a pressão. O gás inerte é usado porque não reagirá quimicamente com o material que está sendo processado, mesmo em altas temperaturas.
Simultaneamente, o vaso é aquecido. A combinação de calor intenso (até 2000°C) e pressão extrema (até 300 MPa ou 45.000 psi) é aplicada por um período definido.
Etapa 4: Resfriamento e Despressurização
Depois que o material é mantido na temperatura e pressão alvo por tempo suficiente, o sistema é resfriado de forma controlada. Uma vez resfriado, a pressão do gás é liberada com segurança da câmara.
O produto final é uma peça totalmente densificada. A lata externa é então removida, tipicamente por usinagem ou ataque químico, revelando o componente acabado.
Os Princípios Fundamentais em Ação
A eficácia do HIP reside na sinergia de seus componentes principais: o gás, o calor e a pressão. Cada um desempenha um papel distinto e crucial.
O Papel da Pressão Isostática
O termo "isostático" significa que a pressão é uniforme e aplicada igualmente de todas as direções. Um gás é o meio perfeito para isso, pois se adapta a qualquer forma e exerce pressão consistente em todas as superfícies do componente.
Essa uniformidade é a razão pela qual o HIP não distorce a forma da peça, uma grande vantagem sobre os métodos de forjamento ou prensagem direcionais. Ele simplesmente torna a peça menor e mais densa.
Por que Calor e Pressão São Essenciais
O calor serve para amolecer o material, tornando-o mais plástico e maleável em nível microscópico. Isso permite que o material flua e se deforme.
A pressão fornece a força motriz para colapsar fisicamente e soldar quaisquer poros internos, vazios ou microfissuras. Sem a alta temperatura, a pressão sozinha não seria suficiente para densificar totalmente o material.
Compreendendo as Trocas
Embora poderoso, a prensagem isostática a quente é um processo especializado com considerações específicas.
Benefício Chave: Integridade Material Incomparável
A principal vantagem do HIP é sua capacidade de atingir 100% da densidade teórica. Essa eliminação da porosidade interna melhora drasticamente as propriedades mecânicas como vida útil à fadiga, tenacidade e consistência, o que é crítico para aplicações de alto desempenho como componentes aeroespaciais ou implantes médicos.
Benefício Chave: Fabricação de Formato Próximo ao Final (Near-Net Shape)
Para a metalurgia do pó, o HIP permite a criação de peças complexas com "formato próximo ao final". Isso minimiza a quantidade de usinagem final necessária, economizando tempo e reduzindo o desperdício de materiais avançados caros.
Limitação: Custo e Tempo de Ciclo
O equipamento HIP é um investimento de capital significativo, e o processo em si pode levar várias horas do início ao fim. Isso o torna mais caro do que os métodos de fabricação convencionais e mais adequado para componentes de alto valor onde o desempenho é inegociável.
Fazendo a Escolha Certa para o Seu Objetivo
A prensagem isostática a quente não é uma solução universal, mas é uma ferramenta indispensável para alcançar o mais alto nível de qualidade do material.
- Se seu foco principal é a densidade e o desempenho máximos: O HIP é o processo definitivo para eliminar a porosidade interna em componentes críticos fundidos ou impressos em 3D.
- Se seu foco principal é criar peças complexas a partir de pós avançados: O HIP é um método excepcional para consolidar pós em componentes totalmente densos com propriedades uniformes.
- Se seu foco principal é estender a vida útil de peças críticas: O processo é frequentemente usado para curar vazios internos causados por fadiga ou danos por fluência em componentes como pás de turbinas a gás industriais.
Em última análise, a prensagem isostática a quente fornece um método poderoso para projetar materiais até seus limites teóricos absolutos.
Tabela Resumo:
| Etapa do Processo | Ação Chave | Propósito |
|---|---|---|
| 1. Encapsulamento | O pó é selado em uma 'lata' sob vácuo | Remover gases para evitar resistência à densificação |
| 2. Carregamento | Recipiente selado é colocado no vaso HIP | Preparar para tratamento de alta pressão e alta temperatura |
| 3. Ciclo HIP | Pressão de gás inerte (até 300 MPa) e calor (até 2000°C) aplicados | Colapsar poros e densificar o material uniformemente |
| 4. Descarga | Resfriamento e despressurização controlados | Recuperar com segurança o componente totalmente denso |
Precisa alcançar densidade e desempenho máximos para seus componentes críticos? O processo HIP é essencial para eliminar a porosidade interna em fundidos, peças impressas em 3D e metalurgia do pó. A KINTEK é especializada em equipamentos de laboratório avançados e consumíveis para processamento de materiais. Entre em contato com nossos especialistas hoje para discutir como nossas soluções podem aprimorar as capacidades do seu laboratório e ajudá-lo a projetar materiais até seus limites teóricos.
Guia Visual
Produtos relacionados
- Prensa Isostática a Quente para Pesquisa em Baterias de Estado Sólido
- Prensa Isostática a Frio Elétrica de Laboratório CIP para Prensagem Isostática a Frio
- Máquina Manual de Prensagem Isostática a Frio CIP Prensadora de Pelotas
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
- Moldes de Prensagem Isostática para Laboratório
As pessoas também perguntam
- Quanto tempo dura a prensagem isostática a quente? Desvendando as variáveis que controlam o tempo do ciclo
- Qual é a função de uma Prensa Isostática a Quente (WIP) em células de bolsa totalmente de estado sólido? Otimizar a Densidade da Bateria
- Qual é a temperatura de uma prensa isostática a quente? Alcance a Densificação Ótima para Seus Materiais
- Por que as Prensas Isostáticas a Quente (WIP) são necessárias para baterias de estado sólido? Alcançar contato em nível atômico
- Como as prensas isostáticas a quente melhoram o desempenho de eletrodos secos? Aumente a condutividade de ASSB com calor e pressão

















