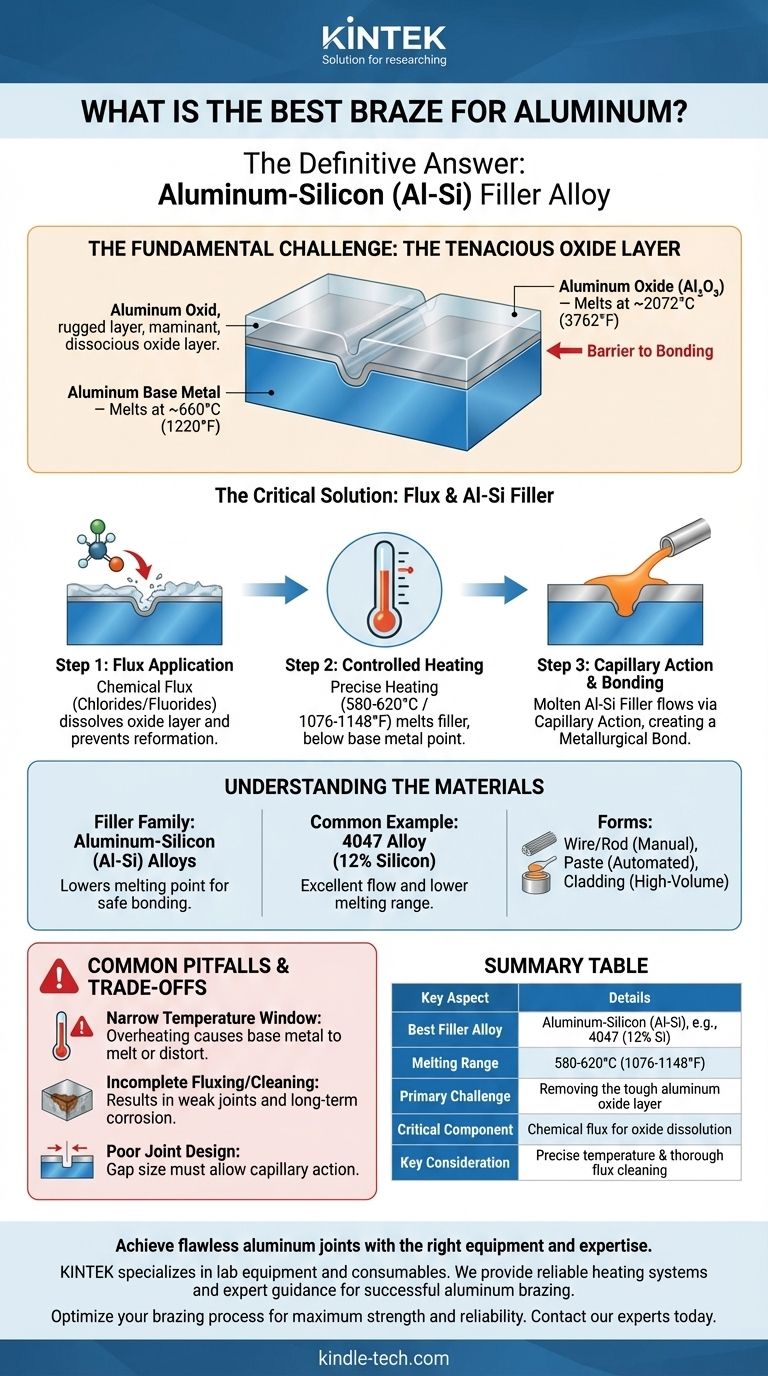
A melhor e mais comum solda forte para alumínio é uma liga de enchimento de alumínio-silício (Al-Si). Essas ligas são especificamente projetadas com um ponto de fusão que é mais baixo do que as peças de alumínio base que você está unindo, mas alto o suficiente para criar uma ligação forte e permanente. No entanto, a verdadeira "melhor" escolha é um sistema que combina o metal de enchimento correto com o fluxo adequado e um método de aquecimento preciso para superar os desafios químicos únicos do alumínio.
O principal desafio na brasagem de alumínio não é a união em si, mas sim derrotar a camada resistente e de alta temperatura de óxido de alumínio que se forma instantaneamente em sua superfície. A melhor abordagem de brasagem é aquela que remove efetivamente essa camada de óxido, permitindo que o metal de enchimento forme uma ligação direta e metalúrgica com o alumínio limpo por baixo.

O Desafio Fundamental: Óxido de Alumínio
Antes de selecionar um metal de enchimento, você deve entender o principal obstáculo na união de alumínio. É uma barreira química que dita todo o processo.
A Tenaz Camada de Óxido
O alumínio é um metal altamente reativo. No momento em que é exposto ao ar, ele forma uma camada dura, transparente e quimicamente inerte de óxido de alumínio (Al₂O₃).
Esta camada de óxido é autorregenerativa, reformando-se instantaneamente se arranhada ou removida.
Por Que Este Óxido é um Problema
O ponto de fusão da camada de óxido de alumínio é de aproximadamente 2072°C (3762°F). Isso é vastamente superior ao ponto de fusão do próprio metal base de alumínio, que é de cerca de 660°C (1220°F).
Você não pode soldar através desta barreira de óxido. O metal de enchimento simplesmente se aglomerará na superfície, recusando-se a "molhar" ou ligar-se ao alumínio subjacente.
O Papel Crítico do Fluxo
Para resolver isso, a brasagem requer um fluxo. O fluxo é um composto químico agressivo, tipicamente uma mistura de cloretos e fluoretos, que desempenha duas funções críticas.
Primeiro, ele ataca quimicamente e dissolve a camada de óxido à medida que a peça é aquecida. Segundo, ele protege a área da junta limpa do oxigênio, impedindo que o óxido se reforme e permitindo que o enchimento fundido flua livremente.
Compreendendo os Materiais de Brasagem de Alumínio
A própria "brasagem" é uma combinação de um metal de enchimento específico e um fluxo correspondente.
A Família de Enchimentos de Alumínio-Silício (Al-Si)
O padrão da indústria para a brasagem de alumínio é a família de ligas de alumínio-silício. A adição de silício ao alumínio efetivamente diminui seu ponto de fusão.
Esses metais de enchimento são projetados para fundir em uma janela precisa, tipicamente entre 580-620°C (1076-1148°F). Esta temperatura é alta o suficiente para uma ligação forte, mas com segurança abaixo do ponto de fusão da maioria das ligas de alumínio base comuns.
Exemplo de Liga Comum: 4047
Um excelente exemplo é a liga 4047, que contém aproximadamente 12% de silício. Seu baixo ponto de fusão e excelentes características de fluxo a tornam um dos metais de enchimento mais amplamente utilizados para brasagem de ligas como 6061 e 3003.
Formas de Material de Enchimento
O metal de enchimento e o fluxo podem ser aplicados de várias maneiras, dependendo do processo de fabricação:
- Fio/Vareta: Para brasagem manual com maçarico, frequentemente revestido com fluxo.
- Pasta: Uma mistura de metal de enchimento em pó e fluxo que pode ser dispensada com precisão.
- Revestimento: Chapa de brasagem onde uma fina camada da liga de enchimento é metalurgicamente ligada a uma liga base central. Isso é comum em produção de alto volume, como para radiadores automotivos.
Armadilhas Comuns e Compromissos
O sucesso com a brasagem de alumínio requer a compreensão de sua estreita janela de processo e potenciais pontos de falha.
A Estreita Janela de Temperatura
O maior desafio é o controle da temperatura. O ponto de fusão do enchimento Al-Si está apenas ligeiramente abaixo do ponto de fusão do material base.
O superaquecimento, mesmo por uma pequena margem, pode fazer com que a peça inteira ceda, distorça ou derreta completamente. O aquecimento preciso e uniforme é absolutamente essencial.
Fluxagem ou Limpeza Incompleta
O fluxo deve estar presente em todos os lugares onde a brasagem deve fluir. Qualquer área perdida reterá sua camada de óxido, resultando em uma junta incompleta ou falha.
Além disso, a maioria dos fluxos eficazes são altamente corrosivos. Após a brasagem, todo o fluxo residual deve ser completamente limpo da peça, tipicamente com água quente e escovação, para evitar a corrosão a longo prazo que pode destruir o conjunto.
Design de Junta Ruim
A brasagem depende da ação capilar para puxar o metal de enchimento fundido para a fenda entre as duas partes.
Se a fenda for muito grande, a ação capilar será muito fraca para preencher a junta. Se a fenda for muito pequena, o fluxo e o enchimento podem não conseguir penetrá-la, levando a vazios e uma ligação fraca.
Fazendo a Escolha Certa para o Seu Objetivo
Selecionar a "melhor" brasagem é sobre combinar os materiais e o processo com seu objetivo específico.
- Se seu foco principal é unir ligas de alumínio comuns (como 6061 ou 3003): Um metal de enchimento Al-Si como o 4047 é o padrão da indústria e seu melhor ponto de partida, emparelhado com um fluxo químico apropriado.
- Se você está produzindo conjuntos complexos como trocadores de calor: Considere usar chapa de brasagem revestida, que fornece a aplicação mais uniforme e confiável de metal de enchimento.
- Se você está realizando reparos manuais ou prototipagem com um maçarico: Use uma vareta de brasagem revestida com fluxo ou com núcleo de fluxo e priorize a prática de aplicação uniforme de calor para evitar derreter a peça base.
- Se a confiabilidade a longo prazo é sua maior prioridade: Seu processo deve incluir uma etapa de limpeza pós-brasagem rigorosa e validada para remover completamente todos os resíduos de fluxo corrosivos.
Em última análise, a brasagem bem-sucedida de alumínio depende menos de uma única liga "melhor" e mais de um sistema controlado do enchimento, fluxo e calor corretos.
Tabela Resumo:
| Aspecto Chave | Detalhes |
|---|---|
| Melhor Liga de Enchimento | Alumínio-Silício (Al-Si), ex: 4047 (12% Si) |
| Faixa de Fusão | 580-620°C (1076-1148°F) |
| Desafio Principal | Remover a resistente camada de óxido de alumínio (funde a ~2072°C) |
| Componente Crítico | Fluxo químico (cloretos/fluoretos) para dissolver o óxido e prevenir a reformação |
| Formas Comuns | Fio/vareta, pasta ou chapa de brasagem revestida |
| Consideração Chave | Controle preciso de temperatura e limpeza completa do fluxo pós-brasagem são essenciais |
Obtenha juntas de alumínio impecáveis com o equipamento e a experiência certos.
A brasagem de alumínio requer controle preciso de temperatura e um profundo entendimento da ciência dos materiais para evitar armadilhas comuns como o derretimento do metal base ou a corrosão por fluxo.
A KINTEK é especializada em equipamentos e consumíveis de laboratório, atendendo às necessidades laboratoriais. Fornecemos os sistemas de aquecimento confiáveis e a orientação especializada necessários para uma brasagem de alumínio bem-sucedida, seja em P&D, prototipagem ou produção.
Deixe-nos ajudá-lo a otimizar seu processo de brasagem para máxima resistência e confiabilidade.
Entre em contato com nossos especialistas hoje para discutir sua aplicação específica e encontrar a solução perfeita para seu laboratório.
Guia Visual
Produtos relacionados
As pessoas também perguntam
- A brasagem pode ser usada para metais ferrosos? Sim, e eis como garantir uma junta forte.
- Como se brasa um forno? Um Guia para a União de Metais de Alto Volume e Precisão
- Qual é o custo de um forno de brasagem a vácuo? Um guia para fatores-chave e estratégia de investimento
- Qual é a temperatura do tratamento térmico a vácuo? Obtenha Propriedades de Material Superiores e Acabamentos Imaculados
- Quais são as funções específicas da introdução de atmosferas redutoras ou ambientes de gás inerte na brasagem a vácuo?
