Para fazer fundição por prensagem em cerâmica, você provavelmente está se referindo a um de dois processos distintos: prensagem a quente, uma técnica industrial que usa um forno e pressão mecânica para formar peças densas, ou a prática de estúdio mais comum de fundição por barbotina, que usa um molde de gesso para formar um objeto oco a partir de argila líquida. A prensagem a quente envolve aquecer pó cerâmico ou um lingote e prensá-lo em uma matriz, enquanto a fundição por barbotina envolve derramar barbotina líquida em um molde absorvente e permitir que forme uma parede sólida.
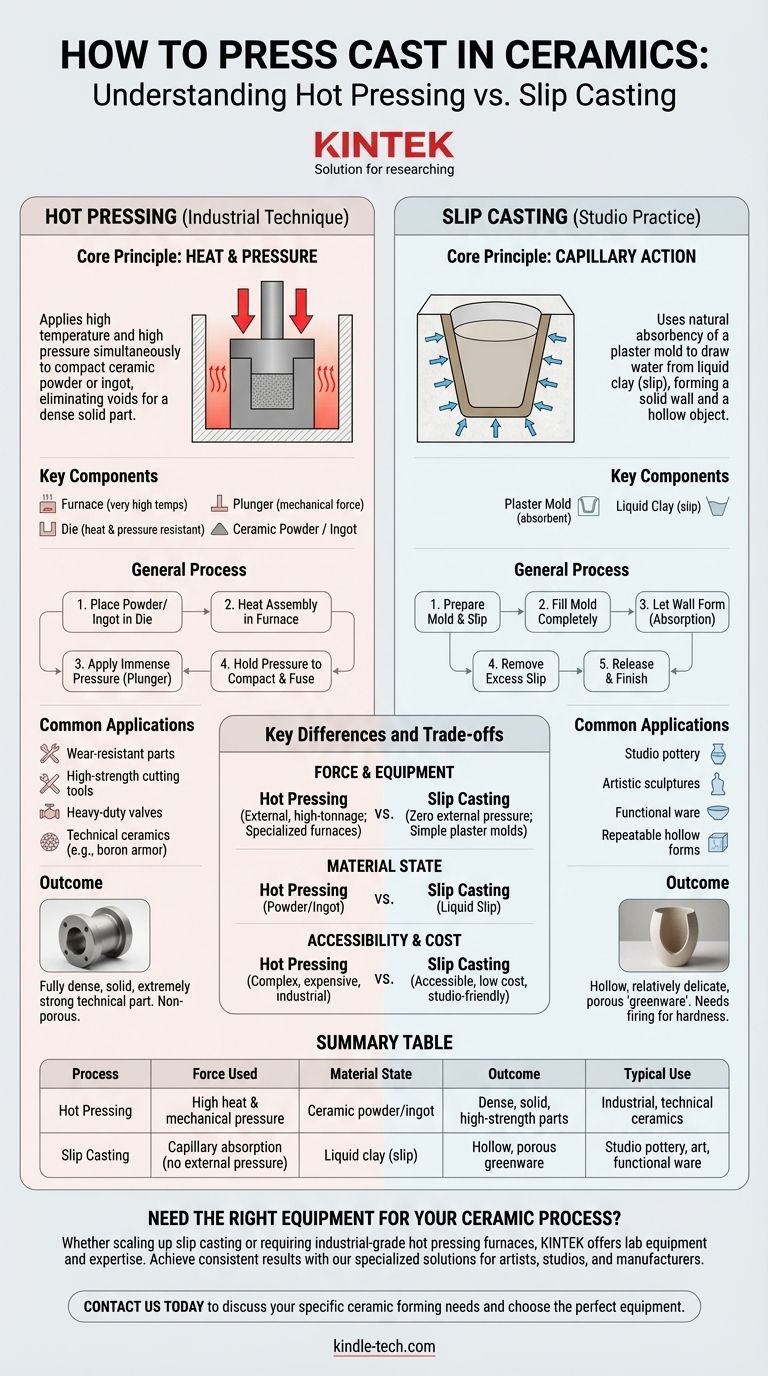
O termo "fundição por prensagem" é ambíguo e muitas vezes causa confusão. A distinção crítica reside na força utilizada: a prensagem a quente usa calor externo e alta pressão mecânica para criar peças técnicas densas, enquanto a fundição por barbotina usa a absorção natural de um molde de gesso para formar peças ocas, artísticas ou funcionais.

Compreendendo a Prensagem a Quente de Cerâmicas
A prensagem a quente é uma técnica de fabricação de alto desempenho usada para produzir componentes cerâmicos excepcionalmente densos e fortes. Não é um método típico de cerâmica de estúdio.
O Princípio Central: Calor e Pressão
A ideia fundamental por trás da prensagem a quente é aplicar alta temperatura e alta pressão simultaneamente. Aquecer o pó cerâmico torna as partículas mais plásticas, permitindo que a pressão externa as force a se unirem, eliminando vazios e criando uma peça densa e sólida.
Os Componentes Chave
Este processo industrial requer equipamentos especializados, incluindo:
- Um forno capaz de atingir temperaturas muito altas.
- Uma matriz (o molde) que pode suportar calor e pressão extremos.
- Um êmbolo ou aríete para aplicar força mecânica.
- A matéria-prima, que é tipicamente um pó cerâmico fino ou um lingote pré-formado.
O Processo Geral
- O pó cerâmico ou lingote é colocado na cavidade da matriz.
- Todo o conjunto é aquecido dentro do forno de prensagem a uma temperatura específica.
- Uma vez na temperatura, o êmbolo aplica uma imensa pressão mecânica.
- Essa pressão é mantida por um tempo determinado, compactando as partículas e fundindo-as em um objeto sólido e não poroso.
Aplicações Comuns
A prensagem a quente é essencial para criar materiais para ambientes exigentes. As aplicações incluem peças resistentes ao desgaste para máquinas, ferramentas de corte de alta resistência, componentes para válvulas de serviço pesado e cerâmicas técnicas como carboneto de boro para coletes à prova de balas.
Compreendendo a Fundição por Barbotina (A Confusão Comum)
Quando as pessoas em um contexto de estúdio ou hobbyista mencionam "fundição", elas quase sempre se referem à fundição por barbotina. Este processo não usa pressão externa ou calor.
O Princípio Central: Ação Capilar
A fundição por barbotina funciona usando a absorção natural de um molde de gesso. Quando a argila líquida (barbotina) é derramada no molde, o gesso retira a água da barbotina que está em contato direto com ele, fazendo com que uma parede sólida de argila se forme.
O Processo Passo a Passo
Seguir os passos para a fundição por barbotina é simples e não requer máquinas complexas.
Passo 1: Prepare Seu Molde e Barbotina
Alinhe as partes do seu molde de gesso e prenda-as firmemente, muitas vezes com elásticos grandes. Certifique-se de que sua barbotina esteja misturada até uma consistência suave e uniforme.
Passo 2: Encha o Molde
Despeje lenta e constantemente a barbotina na abertura do molde. Encha-o completamente até o topo para garantir uma fundição uniforme e evitar bolhas de ar.
Passo 3: Forme a Parede
Deixe o molde cheio repousar. O gesso começará a absorver água da barbotina, formando uma parede sólida de argila. Quanto mais tempo você esperar, mais espessa essa parede se tornará.
Passo 4: Remova o Excesso de Barbotina
Assim que a parede atingir a espessura desejada, incline cuidadosamente o molde e despeje todo o restante da barbotina líquida.
Passo 5: Libere e Finalize
Deixe o molde repousar até que a argila interna tenha endurecido de um estado úmido para um estado de couro. Neste ponto, você pode abrir cuidadosamente o molde para revelar sua peça oca. A peça fundida pode então ser limpa de linhas de costura e finalizada conforme desejado.
Principais Diferenças e Compromissos
A escolha do método certo depende inteiramente do seu objetivo final, pois os processos, custos e resultados são vastamente diferentes.
Força e Equipamento
A prensagem a quente é definida pelo uso de pressão externa de alta tonelagem e fornos especializados. A fundição por barbotina usa zero pressão externa e depende de moldes de gesso simples e reutilizáveis.
Estado do Material e Resultado
A prensagem a quente começa com pó ou um lingote e produz uma peça técnica totalmente densa, sólida e extremamente forte. A fundição por barbotina começa com argila líquida e produz uma peça "crua" relativamente delicada, oca e porosa que deve ser queimada para atingir a dureza.
Acessibilidade e Custo
A fundição por barbotina é altamente acessível para artistas, hobbyistas e pequenos estúdios devido ao seu baixo custo e equipamento simples. A prensagem a quente é um processo industrial complexo, intensivo em energia e caro, reservado para fabricação de alto desempenho.
Fazendo a Escolha Certa para o Seu Objetivo
Para determinar o processo correto, primeiro defina as características do objeto que você deseja criar.
- Se o seu foco principal é criar peças de alto desempenho, sólidas e não porosas para uso técnico ou odontológico: Você está procurando por prensagem a quente industrial.
- Se o seu foco principal é produzir vasos ocos, esculturas ou formas repetíveis em um ambiente de estúdio: A técnica que você precisa é a fundição por barbotina.
- Se o seu foco principal é fazer objetos sólidos à mão: Você pode estar pensando em moldagem por prensagem, uma técnica mais simples onde a argila sólida é prensada entre duas metades de molde à mão.
Compreender a diferença fundamental entre usar força e usar absorção é a chave para escolher o processo de formação de cerâmica certo para o seu projeto.
Tabela Resumo:
| Processo | Força Utilizada | Estado do Material | Resultado | Uso Típico |
|---|---|---|---|---|
| Prensagem a Quente | Alto calor e pressão mecânica | Pó cerâmico/lingote | Peças densas, sólidas, de alta resistência | Cerâmicas industriais, técnicas |
| Fundição por Barbotina | Absorção capilar (sem pressão externa) | Argila líquida (barbotina) | Peças ocas, porosas (cruas) | Cerâmica de estúdio, arte, utensílios funcionais |
Precisa do Equipamento Certo para o Seu Processo Cerâmico?
Seja para aumentar a produção de fundição por barbotina ou para fornos de prensagem a quente de nível industrial, a KINTEK tem o equipamento de laboratório e a experiência para apoiar seus projetos de cerâmica. Nossas soluções especializadas ajudam artistas, estúdios e fabricantes a alcançar resultados consistentes com ferramentas e consumíveis confiáveis.
Entre em contato conosco hoje para discutir suas necessidades específicas de formação de cerâmica e deixe-nos ajudá-lo a escolher o equipamento perfeito para o seu fluxo de trabalho. Entre em contato através do nosso formulário de contato!
Guia Visual
Produtos relacionados
- Forno de Vácuo para Sinterização de Cerâmica de Porcelana Dentária de Zircônia
- Molde de Prensa Cilíndrico com Escala para Laboratório
- Molde de Prensa Cilíndrico para Aplicações de Laboratório
- Molde de Prensagem Bidirecional Redondo para Laboratório
- Máquina de Prensa Hidráulica Automática de Alta Temperatura com Placas Aquecidas para Laboratório
As pessoas também perguntam
- O que é sinterização na odontologia? A chave para restaurações dentárias fortes e estéticas
- Quais fatores são importantes a serem considerados ao escolher um forno de sinterização dentária? Combine com seu fluxo de trabalho para obter resultados ideais
- Qual é a contração da zircônia durante a sinterização? Dominando a Mudança Dimensional de 20-25%
- Qual a temperatura máxima que um forno de sinterização odontológico atinge? Desvende a Chave para Restaurações Perfeitas
- Qual é a função principal de um forno de sinterização dentária? Transformar Zircônia em Coroas e Pontes Duráveis

















