Criticamente, a vareta de brasagem deve ter uma temperatura de fusão mais baixa do que o aço que está sendo unido. Este é o princípio definidor do processo de brasagem. O procedimento funciona derretendo um metal de enchimento (a vareta) que flui para a folga entre as peças de aço sólidas e não derretidas, criando uma forte ligação metalúrgica ao esfriar.
A regra fundamental da brasagem é que o metal de enchimento derrete enquanto os metais de base permanecem sólidos. Portanto, uma vareta de brasagem sempre tem um ponto de fusão significativamente mais baixo do que o aço que está unindo, permitindo-lhe formar uma ligação sem derreter ou distorcer a estrutura central do aço.

O Princípio Central: Por Que a Brasagem Depende de um Ponto de Fusão Mais Baixo
A diferença de temperatura entre o metal de enchimento e o metal de base não é apenas um detalhe — é toda a base para o processo e o que o distingue da soldagem.
Definindo Brasagem Versus Soldagem
A principal diferença entre brasagem e soldagem é o estado dos metais de base durante o processo.
Na soldagem, os próprios metais de base são aquecidos até o seu ponto de fusão e fundidos, muitas vezes com um material de enchimento. O objetivo é criar uma única peça contínua de metal.
Na brasagem, apenas o metal de enchimento derrete. Os metais de base (as peças de aço) ficam muito quentes, mas permanecem bem abaixo do seu ponto de fusão. A brasagem é um processo de união, não um processo de fusão.
Compreendendo os Pontos de Fusão em Números
Para colocar isso em perspectiva, considere as temperaturas típicas envolvidas.
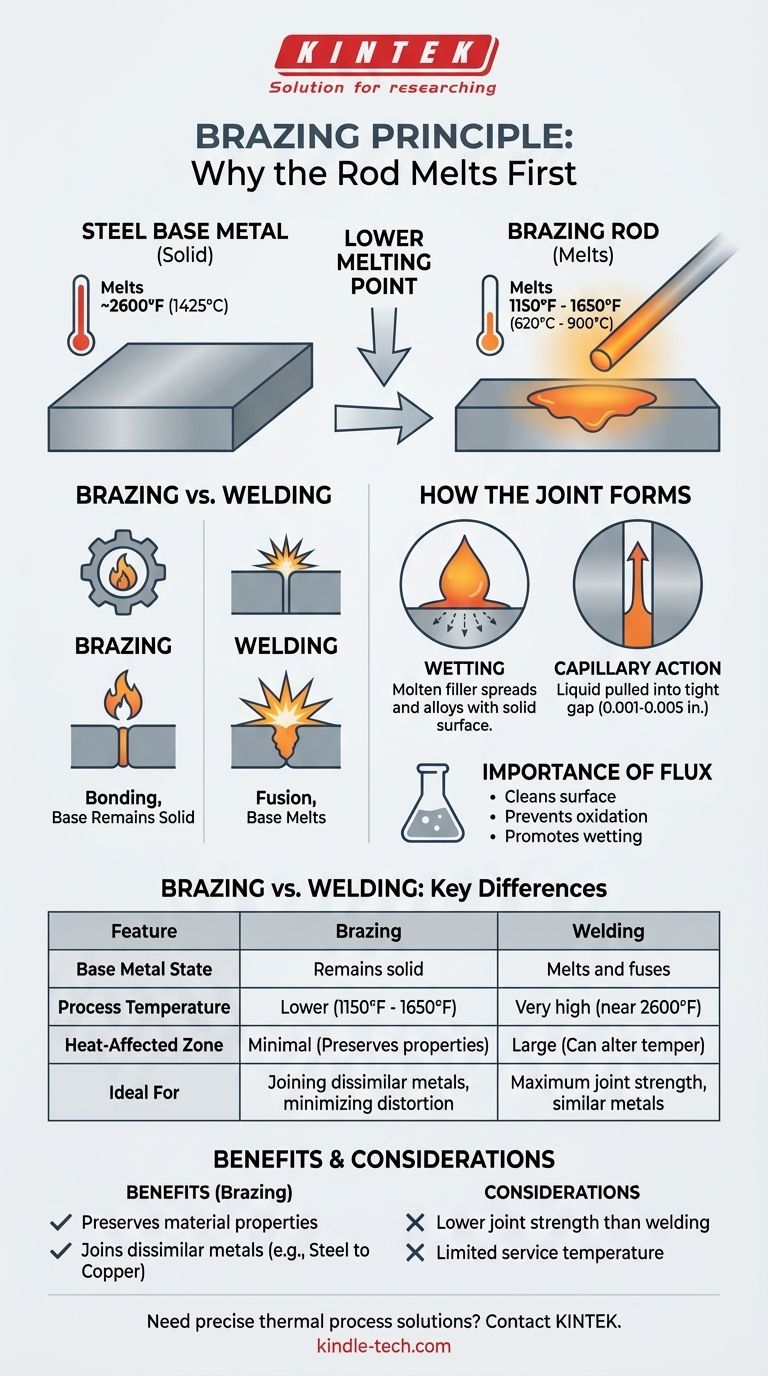
Um aço carbono comum tem um ponto de fusão em torno de 2600°F (1425°C).
Os metais de enchimento para brasagem de aço, como ligas de bronze ou prata, têm pontos de fusão (tecnicamente a sua temperatura de líquido) que são muito mais baixos, tipicamente na faixa de 1150°F a 1650°F (620°C a 900°C).
Esta enorme lacuna de temperatura é o que torna o processo possível. Você pode aquecer todo o conjunto a 1700°F, o que é quente o suficiente para derreter a vareta, mas deixa o aço mais de 900°F abaixo do seu ponto de fusão.
Como a Junta Brasada é Formada
Com o metal de base permanecendo sólido, o metal de enchimento fundido deve se ligar a ele por meio de outros mecanismos. Isso acontece através de dois fenômenos chave.
O Conceito de "Molhabilidade"
Molhabilidade é a capacidade de um líquido se espalhar sobre uma superfície sólida. Na brasagem, o metal de enchimento fundido "molha" a superfície do aço quente.
Isto não é simples adesão. É um processo metalúrgico onde o metal de enchimento forma uma fina camada de difusão, ligando-se à própria superfície do aço para criar uma ligação excepcionalmente forte e permanente.
O Poder da Ação Capilar
A brasagem funciona melhor em peças com uma folga muito pequena e controlada entre elas, tipicamente de 0,001 a 0,005 polegadas.
Quando o metal de enchimento derrete, essa folga apertada atrai o metal líquido para a junta através da ação capilar. Esta é a mesma força que puxa a água para cima em um tubo estreito, garantindo que toda a junta seja preenchida com a liga de ligação.
A Importância do Fluxo (Flux)
Para que a molhabilidade ocorra, as superfícies de aço devem estar perfeitamente limpas no nível atômico. Em temperaturas de brasagem, o aço forma rapidamente óxidos que impedem a ligação do enchimento.
Um fluxo (flux) é aplicado antes do aquecimento. Ele derrete a uma temperatura mais baixa do que a vareta de brasagem, agindo como um agente de limpeza química que protege a junta do oxigênio e dissolve quaisquer óxidos existentes, preparando a superfície para uma molhabilidade perfeita.
Compreendendo as Compensações: Brasagem Versus Soldagem de Aço
Como a brasagem não derrete o metal de base, ela tem vantagens e desvantagens distintas em comparação com a soldagem.
Benefício: Preservação das Propriedades do Material
O calor elevado da soldagem cria uma grande zona afetada pelo calor (ZAC) que pode alterar a têmpera, dureza e tensão interna do aço, potencialmente enfraquecendo a área ao redor da solda.
A brasagem usa significativamente menos calor, resultando em uma ZAC muito menor. Isso preserva as propriedades originais do aço, reduz o empenamento e minimiza a tensão residual na montagem final.
Benefício: União de Metais Dissimilares
A brasagem é um excelente método para unir metais com pontos de fusão vastamente diferentes, como aço com cobre ou aço com latão. Tentar soldar essas combinações é frequentemente impossível, pois um metal vaporizaria antes que o outro derretesse.
Limitação: Resistência da Junta e Temperatura de Serviço
A resistência mecânica de uma junta brasada é limitada pela resistência do metal de enchimento, que é quase sempre menor do que a do aço base. Embora uma junta brasada projetada corretamente seja extremamente forte, ela não atingirá a força total do metal base de 100% que uma solda de alta qualidade pode alcançar.
Além disso, uma montagem brasada não pode ser usada em aplicações onde a temperatura de serviço se aproxima do ponto de fusão do metal de enchimento.
Fazendo a Escolha Certa Para o Seu Objetivo
Selecionar o processo correto exige que você entenda seu objetivo principal para a junta.
- Se o seu foco principal é a resistência máxima da junta comparável ao metal de base: Escolha a soldagem, pois ela funde os materiais de base diretamente.
- Se o seu foco principal é minimizar a distorção pelo calor e preservar as propriedades do aço: A brasagem é a escolha superior devido à sua temperatura de processo mais baixa.
- Se você precisa unir aço a um metal diferente, como cobre ou latão: A brasagem é o método mais eficaz e comum para a tarefa.
Compreender essa relação fundamental de temperatura permite que você selecione o processo de união correto para a integridade e o desempenho do seu produto final.
Tabela de Resumo:
| Característica | Brasagem | Soldagem |
|---|---|---|
| Estado do Metal de Base | Permanece sólido | Derrete e funde |
| Temperatura do Processo | Mais baixa (1150°F - 1650°F) | Muito alta (próxima ao ponto de fusão do aço de 2600°F) |
| Zona Afetada pelo Calor | Mínima, preserva as propriedades do aço | Grande, pode alterar têmpera e dureza |
| Ideal Para | Unir metais dissimilares, minimizar distorção | Resistência máxima da junta, fundir metais similares |
Precisa unir metais sem comprometer a sua integridade? A KINTEK é especializada em equipamentos de laboratório e consumíveis, fornecendo soluções para processos térmicos precisos como a brasagem. Nossa experiência garante que você alcance juntas fortes e confiáveis, preservando as propriedades do seu material. Contate-nos hoje para discutir como podemos apoiar as necessidades de união de metais do seu laboratório!
Guia Visual
Produtos relacionados
- Haste Cerâmica de Nitreto de Boro (BN) para Aplicações de Alta Temperatura
- Hastil Cerâmico de Alumina Fina Avançada para Aplicações Industriais
- Forno de Sinterização e Brasagem por Tratamento Térmico a Vácuo
- Fabricante Personalizado de Peças de PTFE Teflon para Haste de Recuperação de Agitador de PTFE
- Haste Cerâmica de Zircônia Estabilizada por Ítrio Usinada de Precisão para Engenharia de Cerâmicas Finas Avançadas
As pessoas também perguntam
- Por que os tubos de nitreto de boro são selecionados como vasos de reação para Na3SbS4? Garanta a pureza na síntese de alta temperatura
- Qual material isolante é usado para alta temperatura? Combine o Material Certo com a Sua Aplicação
- Qual é a função de um revestimento interno de BN em um molde de grafite durante a Sinterização por Flash? Domine o Controle Preciso da Corrente
- Por que o revestimento de Nitreto de Boro é usado na sinterização VHP? Previne a Difusão de Carbono e Garante a Liberação Limpa do Molde
- Quais materiais isolantes podem tolerar a temperatura máxima? Selecione o Isolador de Alta Temperatura Certo para a Sua Aplicação




