Em sua essência, a liofilização é uma tecnologia de preservação que se destaca em reter a qualidade e estender a estabilidade. Ela prolonga significativamente a vida útil dos produtos, preserva sua integridade nutricional e química e mantém sua estrutura, cor e sabor originais. Esta combinação única de benefícios a torna um processo inestimável em diversas indústrias, desde produtos farmacêuticos e biotecnologia até alimentos de alta qualidade e produção de cannabis.
Ao contrário da secagem convencional baseada em calor, que degrada os produtos, a liofilização remove a água através de um processo suave e de baixa temperatura chamado sublimação. Este mecanismo é a razão fundamental pela qual ela pode preservar a estrutura delicada e a composição química de tudo, desde um morango até uma vacina que salva vidas.

A Vantagem Fundamental: Preservação Sem Degradação
O verdadeiro poder da liofilização reside na forma como ela remove a água. Ao evitar os efeitos nocivos do calor, ela preserva os materiais em um estado notavelmente próximo à sua forma original.
Como a Sublimação Protege a Integridade do Produto
A maioria dos métodos de secagem usa calor para evaporar a água de um líquido para um gás. Esse processo pode encolher e danificar a estrutura celular do material, destruindo compostos delicados.
A liofilização ignora completamente a fase líquida. O produto é primeiro congelado e, em seguida, aplica-se um vácuo profundo, fazendo com que a água congelada se transforme diretamente em vapor — um processo chamado sublimação. Essa transição suave deixa a estrutura do produto intacta.
Manutenção das Qualidades Estruturais e Sensoriais
Como a água é removida sem passar por um estado líquido, a estrutura física do produto não é comprometida. A secagem convencional causa encolhimento e rigidez à medida que a água é extraída, alterando a textura final.
A liofilização, em contraste, mantém o tamanho e a forma originais, criando uma estrutura porosa que se reidrata instantaneamente. É por isso que os alimentos liofilizados retêm sua textura, cor e sabor originais de forma muito mais eficaz do que seus equivalentes desidratados.
Retenção do Valor Nutricional e Químico
O calor é o inimigo de muitos compostos biológicos e químicos sensíveis. A natureza de baixa temperatura da liofilização é fundamental para preservar a potência dos ingredientes ativos.
Isso se aplica às vitaminas nos alimentos, aos terpenos e canabinoides na cannabis e às proteínas e anticorpos complexos em biofármacos. O processo garante que o produto final não seja apenas preservado, mas permaneça eficaz e valioso.
Uma Análise dos Benefícios em Indústrias Chave
A versatilidade da liofilização a tornou uma tecnologia fundamental em múltiplos setores onde a qualidade e a estabilidade não são negociáveis.
Para Produtos Farmacêuticos e Biotecnologia
A liofilização é essencial para criar medicamentos e biológicos estáveis e duradouros. Ela permite a produção de vacinas, proteínas, anticorpos e outros medicamentos sensíveis que podem ser armazenados e transportados sem refrigeração. Isso melhora drasticamente a eficiência logística e o acesso a tratamentos que salvam vidas.
Para a Indústria Alimentícia e de Alimentos para Animais de Estimação
Esta tecnologia produz alimentos leves e ricos em nutrientes com uma vida útil excepcionalmente longa, sem a necessidade de conservantes químicos ou refrigeração. Produtos que vão desde café instantâneo e rações militares até alimentos premium para animais de estimação são fáceis de armazenar, baratos de transportar e podem ser reconstituídos rapidamente simplesmente adicionando água.
Para Mercados Emergentes de Alto Valor
Indústrias como o mercado legal de cannabis adotaram a liofilização para produzir produtos superiores. Métodos de cura tradicionais podem degradar compostos aromáticos delicados (terpenos) e reduzir a potência. A liofilização preserva essas qualidades, resultando em um produto final de maior qualidade, mais seguro e mais valioso.
Para Laboratórios e Pesquisa
Em engenharia biológica, ciência dos materiais e outros campos de pesquisa, a liofilização é usada para preservar amostras biológicas para análise de longo prazo. Ela fornece aos cientistas uma maneira de interromper a atividade biológica sem danificar a amostra, permitindo um estudo preciso em uma data posterior.
Entendendo as Compensações
Embora seus benefícios sejam significativos, a liofilização não é uma solução universal. Entender suas limitações é fundamental para tomar uma decisão informada.
O Custo da Qualidade
O equipamento de liofilização representa um investimento de capital significativo. O processo em si também consome mais energia e é mais caro por unidade em comparação com a secagem simples ao ar ou por calor, tornando-o menos econômico para produtos de baixo valor.
O Fator Tempo
O ciclo de liofilização — do congelamento à secagem primária (sublimação) e à secagem secundária — é um processo lento, de várias horas ou até vários dias. Essa baixa vazão pode ser um fator limitante para linhas de produção de alto volume.
Não é uma Solução Universal
A combinação de alto custo e longos tempos de processamento significa que a liofilização é tipicamente reservada para produtos onde a preservação da qualidade, potência ou características estruturais específicas justifica o custo. Para commodities a granel simples, métodos de secagem mais baratos são frequentemente suficientes.
Fazendo a Escolha Certa para o Seu Objetivo
A decisão de usar a tecnologia de liofilização deve ser impulsionada pelos requisitos específicos do seu produto e negócio.
- Se o seu foco principal é preservar a máxima potência química e qualidade sensorial: A liofilização é a escolha definitiva para produtos farmacêuticos de alto valor, materiais de biotecnologia, cannabis premium e alimentos gourmet.
- Se o seu foco principal é vida útil longa sem refrigeração e custos logísticos reduzidos: A tecnologia é ideal para criar suprimentos alimentares estáveis, rações de emergência e produtos biológicos mais fáceis de transportar.
- Se o seu foco principal é produção de baixo custo e alto volume de um bem durável: Métodos de secagem convencionais são provavelmente mais econômicos, pois os benefícios da liofilização podem não superar seu custo e compromisso de tempo.
Em última análise, a liofilização é um investimento em preservação incomparável, escolhida quando a integridade do produto final não pode ser comprometida.
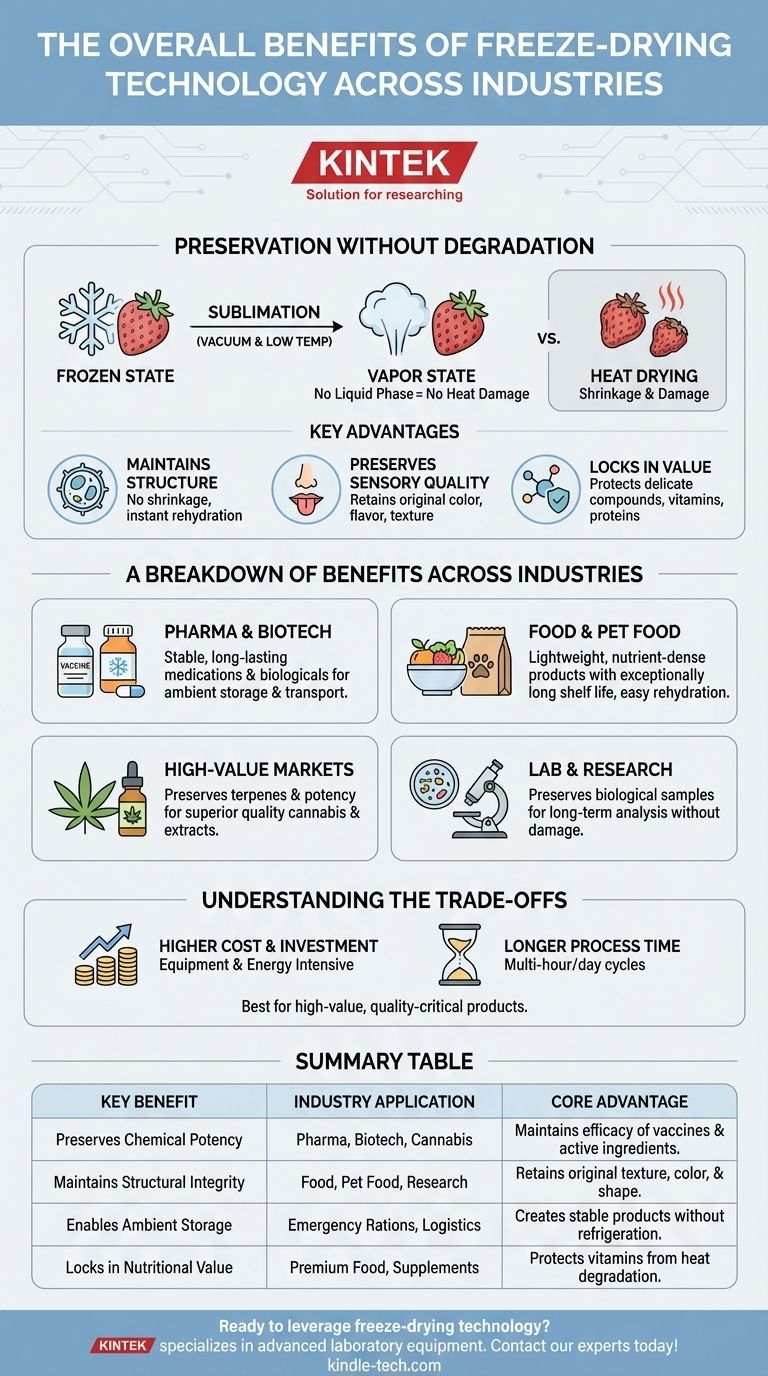
Tabela de Resumo:
| Benefício Principal | Aplicação Industrial | Vantagem Central |
|---|---|---|
| Preserva a Potência Química | Produtos Farmacêuticos, Biotecnologia, Cannabis | Mantém a eficácia de vacinas, proteínas e canabinoides |
| Mantém a Integridade Estrutural | Alimentos, Alimentos para Animais de Estimação, Pesquisa | Retém a textura, cor e forma originais para fácil reidratação |
| Permite Armazenamento Ambiente | Rações de Emergência, Logística | Cria produtos estáveis sem refrigeração |
| Retém o Valor Nutricional | Alimentos Premium, Suplementos | Protege vitaminas e compostos sensíveis da degradação pelo calor |
Pronto para alavancar a tecnologia de liofilização para seus produtos de alto valor? A KINTEK é especializada em fornecer equipamentos de laboratório avançados e consumíveis para atender às demandas precisas de indústrias como farmacêutica, biotecnologia e produção de alimentos premium. Nossa experiência garante que você obtenha as soluções certas para preservar a integridade do produto, estender a vida útil e aumentar o valor de mercado. Contate nossos especialistas hoje para discutir como podemos apoiar seus objetivos de preservação!
Guia Visual
Produtos relacionados
- Liofilizador de Laboratório de Alto Desempenho
- Liofilizador de Laboratório de Alto Desempenho para Pesquisa e Desenvolvimento
- Liofilizador de Laboratório de Bancada para Uso em Laboratório
- Liofilizador de Vácuo de Laboratório de Bancada
- Congelador Vertical de Ultra Baixa Temperatura (ULT) de 108L
As pessoas também perguntam
- Quais são as vantagens técnicas de usar um liofilizador de laboratório para precursores de carbono poroso? Preservar Redes 3D
- Qual o papel dos liofilizadores de laboratório na indústria alimentar? Desvende a Preservação Superior de Alimentos
- Que tipos de amostras líquidas podem ser processadas usando um liofilizador de laboratório? Preserve Seus Materiais Sensíveis
- Quais são os principais componentes de um liofilizador de laboratório? Um guia para os 5 sistemas essenciais
- Quais são os passos para usar um liofilizador de laboratório? Domine a Liofilização para uma Preservação Superior de Amostras















