Em sua essência, existem dois tipos fundamentais de juntas de brasagem: a junta de topo e a junta de recobrimento. Embora existam outros designs, eles são quase sempre variações ou combinações dessas duas configurações primárias. A escolha entre elas é a decisão mais crítica no projeto de uma montagem brasada robusta e confiável.
O objetivo da brasagem é criar uma junta que seja tão forte, ou até mais forte, do que os metais base que estão sendo unidos. Essa resistência é derivada quase inteiramente da área de cisalhamento do metal de adição, razão pela qual a junta de recobrimento, com suas superfícies sobrepostas, é a pedra angular do projeto de brasagem de alta resistência.
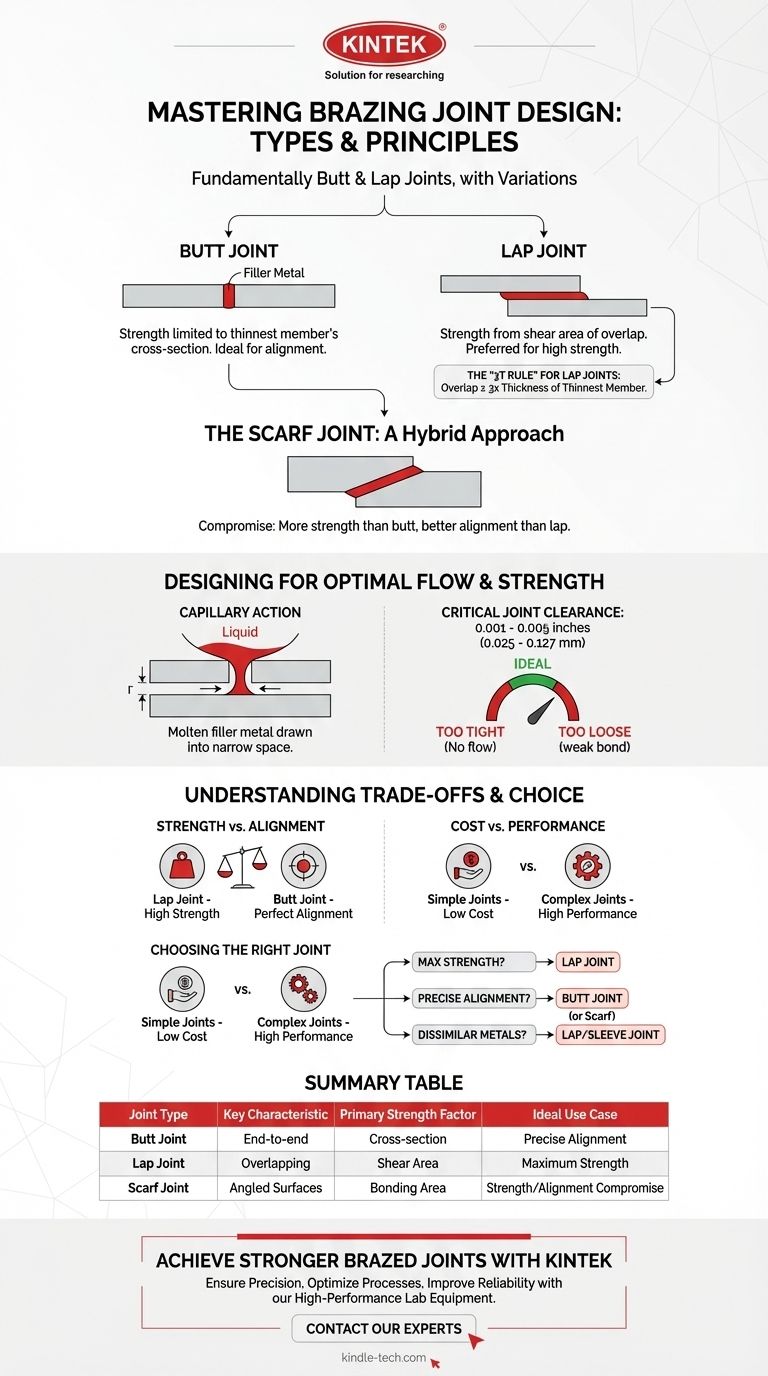
Os Desenhos Fundamentais da Junta: Topo vs. Recobrimento
Compreender os pontos fortes e fracos fundamentais das juntas de topo e de recobrimento é o primeiro passo para projetar para a fabricabilidade e confiabilidade.
A Junta de Topo (Butt Joint)
Uma junta de topo é formada quando as duas peças são unidas ponta com ponta. As bordas das peças são colocadas niveladas uma contra a outra com uma folga pequena e uniforme para o metal de adição.
A principal fraqueza de uma junta de topo é que sua resistência é limitada pela área da seção transversal do membro mais fino. A junta é colocada sob tensão ou compressão, o que não é a condição de carregamento ideal para um metal de adição brasado.
A Junta de Recobrimento (Lap Joint)
Uma junta de recobrimento é criada sobrepondo as duas peças. O metal de adição flui entre essas superfícies sobrepostas.
Este é o projeto preferido para a maioria das aplicações de brasagem. A resistência de uma junta de recobrimento é determinada pela sua área de cisalhamento (a área de sobreposição), e não pela área da seção transversal das peças. Simplesmente aumentando a sobreposição, você pode criar uma junta significativamente mais forte do que os próprios metais base.
A Junta de Escarf (Scarf Joint): Uma Abordagem Híbrida
Uma junta de escarf é essencialmente uma junta de topo angulada. Ao cortar as extremidades de acoplamento em um ângulo em vez de reto, você aumenta a área de superfície disponível para a ligação.
Este projeto oferece um compromisso. Ele fornece mais resistência do que uma junta de topo padrão, ao mesmo tempo que mantém um melhor alinhamento e um perfil mais suave do que uma junta de recobrimento. No entanto, requer uma preparação mais complexa das peças.
Projetando para o Fluxo Ideal do Metal de Adição e Resistência
O tipo de junta é apenas parte da equação. Uma conexão brasada bem-sucedida depende de projetar para a física do próprio processo de brasagem.
O Princípio da Ação Capilar
A brasagem funciona devido à ação capilar. Este é o fenômeno pelo qual um líquido (o metal de adição fundido) é automaticamente atraído para um espaço estreito entre superfícies sólidas (os metais base).
Uma junta projetada corretamente cria as condições ideais para que a ação capilar puxe o metal de adição completamente através de toda a interface da junta, garantindo uma ligação livre de vazios.
O Papel Crítico da Folga da Junta (Joint Clearance)
A folga da junta é o espaço entre as duas superfícies de acoplamento. É talvez o fator mais importante no projeto da junta.
Se a folga for muito apertada, o metal de adição não consegue fluir para dentro da junta. Se for muito folgada, a ação capilar será fraca, e a ligação resultante será fina e propensa a vazios e porosidade, reduzindo drasticamente sua resistência.
Para a maioria dos metais de adição comuns, a folga ideal está entre 0,001 e 0,005 polegadas (0,025 a 0,127 mm).
A "Regra dos 3T" para Juntas de Recobrimento
Uma regra prática amplamente aceita para projetar juntas de recobrimento fortes é a "Regra dos 3T".
Isso afirma que o comprimento da sobreposição deve ser de pelo menos três vezes a espessura do membro mais fino que está sendo unido. Seguir esta regra geralmente garante que a junta brasada será mais forte do que os metais base.
Entendendo os Compromissos no Projeto da Junta
Toda escolha de projeto envolve equilibrar fatores concorrentes. Escolher um tipo de junta não é diferente e exige que você pondere o desempenho em relação à fabricabilidade.
Resistência vs. Alinhamento
Uma junta de recobrimento oferece resistência superior, mas pode introduzir um deslocamento na montagem, o que pode ser inaceitável. Uma junta de topo mantém o alinhamento perfeito, mas ao custo de uma resistência significativamente menor.
Custo vs. Desempenho
Juntas de topo e de recobrimento simples são as mais fáceis e baratas de preparar. Desenhos mais complexos, como juntas de escarf ou juntas de intertravamento personalizadas (por exemplo, juntas de luva para tubos), oferecem melhor desempenho, mas exigem usinagem mais precisa, aumentando os custos.
O Impacto de Metais Dissimilares
A brasagem se destaca na união de metais dissimilares, como cobre com aço. No entanto, esses materiais geralmente têm taxas diferentes de expansão térmica. Uma junta de recobrimento é geralmente mais tolerante nessas situações, pois pode acomodar melhor as tensões que se acumulam durante o aquecimento e o resfriamento. Uma junta de topo entre dois materiais com taxas de expansão muito diferentes tem maior probabilidade de falhar.
Escolhendo a Junta Certa para Sua Aplicação
Sua escolha de projeto deve ser guiada pelo requisito principal da peça acabada.
- Se seu foco principal for força e confiabilidade máximas: Use uma junta de recobrimento. Garanta que a sobreposição siga a "Regra dos 3T" e que a folga da junta seja rigorosamente controlada para a ação capilar adequada.
- Se seu foco principal for manter dimensões e alinhamento precisos: Comece com uma junta de topo. Se for necessária mais resistência, considere uma junta de escarf como uma alternativa mais forte que evita o deslocamento de uma junta de recobrimento.
- Se seu foco principal for unir metais dissimilares ou tubos: Prefira uma junta de recobrimento ou estilo luva. Este projeto fornece força superior e acomoda melhor as tensões das diferentes taxas de expansão térmica.
Em última análise, um projeto de junta atencioso é como você transforma a brasagem de um simples método de união em uma poderosa ferramenta de engenharia.
Tabela Resumo:
| Tipo de Junta | Característica Principal | Fator de Resistência Primário | Caso de Uso Ideal |
|---|---|---|---|
| Junta de Topo | Peças unidas ponta com ponta | Área da seção transversal do membro mais fino | Aplicações que exigem alinhamento preciso |
| Junta de Recobrimento | Peças sobrepostas | Área de cisalhamento (área de sobreposição) | Força e confiabilidade máximas |
| Junta de Escarf | Superfícies de acoplamento anguladas | Área de superfície de ligação aumentada | Um compromisso entre força e alinhamento |
Pronto para obter juntas brasadas mais fortes e confiáveis em seu laboratório ou linha de produção?
O projeto de junta correto é fundamental, mas o equipamento certo também é. Na KINTEK, nos especializamos em fornecer equipamentos de laboratório e consumíveis de alto desempenho adaptados às suas necessidades específicas de brasagem e processamento térmico.
Nós ajudamos você a:
- Garantir Precisão: Atingir as folgas críticas da junta (0,001-0,005 polegadas) necessárias para a ação capilar perfeita.
- Otimizar Processos: Utilizar fornos e sistemas de aquecimento projetados para ciclos térmicos uniformes, essenciais ao unir metais dissimilares.
- Melhorar a Confiabilidade: Obter resultados consistentes e de alta resistência lote após lote.
Vamos discutir como nossas soluções podem aprimorar suas aplicações de brasagem. Contate nossos especialistas hoje para uma consulta personalizada!
Guia Visual